Achtergrond
aluminiumfolie wordt gemaakt van een aluminiumlegering die tussen 92 en 99 procent aluminium bevat. Meestal tussen 0,00017 en 0,0059 inch dik, folie wordt geproduceerd in vele breedtes en sterktes voor letterlijk honderden toepassingen. Het wordt gebruikt voor de productie van thermische isolatie voor de bouw, fin voorraad voor airconditioners, elektrische spoelen voor transformatoren, condensatoren voor radio ‘ s en televisies, isolatie voor opslagtanks, decoratieve producten, en containers en verpakkingen. De populariteit van aluminiumfolie voor zoveel toepassingen is te wijten aan een aantal belangrijke voordelen, een van de belangrijkste is dat de grondstoffen die nodig zijn voor de vervaardiging ervan zijn overvloedig. Aluminiumfolie is goedkoop, duurzaam, niet giftig en vetvrij. Bovendien is het bestand tegen chemische aanvallen en biedt het uitstekende elektrische en niet-magnetische afscherming. de zendingen (in 1991) van aluminiumfolie bedroegen 913 miljoen pond, waarbij de verpakking 75% van de aluminiumfoliemarkt vertegenwoordigde. De populariteit van aluminiumfolie als verpakkingsmateriaal is te danken aan de uitstekende ondoordringbaarheid voor waterdamp en gassen. Het verlengt ook de houdbaarheid, gebruikt minder opslagruimte en produceert minder afval dan veel andere verpakkingsmaterialen. De voorkeur voor aluminium in flexibele verpakkingen is daardoor een wereldwijd fenomeen geworden. In Japan wordt aluminiumfolie gebruikt als barrièrecomponent in flexibele blikjes. In Europa domineert aluminium flexibele verpakkingen de markt voor farmaceutische blisterverpakkingen en snoeppapiertjes. De aseptische drankdoos, die een dunne laag aluminiumfolie gebruikt als barrière tegen zuurstof, licht en geur, is ook vrij populair over de hele wereld.
aluminium is de meest recent ontdekte metalen die de moderne industrie in grote hoeveelheden gebruikt. Bekend als” alumina, ” aluminiumverbindingen werden gebruikt om medicijnen te bereiden in het oude Egypte en om doek kleurstoffen in te stellen tijdens de Middeleeuwen. Aan het begin van de achttiende eeuw vermoedden wetenschappers dat deze verbindingen een metaal bevatten, en in 1807 probeerde de Engelse chemicus Sir Humphry Davy het te isoleren. Hoewel zijn inspanningen faalden, bevestigde Davy dat aluminiumoxide een metalen basis had, die hij aanvankelijk “alumium” noemde.”Davy veranderde dit later in “aluminium”, en terwijl wetenschappers in veel landen de term” aluminium “spellen, gebruiken de meeste Amerikanen Davy’ s herziene spelling. In 1825 isoleerde een Deense chemicus, Hans Christian Ørsted, met succes aluminium, en twintig jaar later was een Duitse natuurkundige, Friedrich Wohler, in staat om grotere deeltjes van het metaal te maken. In 1854 verfijnde Henri Sainte-Claire Deville, een Franse wetenschapper, de methode van Wohler genoeg om aluminium klontjes zo groot als knikkers te maken. Deville ‘ s proces vormde de basis voor de moderne aluminiumindustrie en de eerste aluminium staven werden in 1855 tentoongesteld op de tentoonstelling in Parijs.
Op dit moment beperkten de hoge kosten van het isoleren van het nieuw ontdekte metaal zijn industriële toepassingen. Echter, in 1866 twee wetenschappers die afzonderlijk werken in de Verenigde Staten en Frankrijk gelijktijdig ontwikkeld wat bekend werd als de Hall-Héroult methode van het scheiden van aluminiumoxide van zuurstof door het toepassen van een elektrische stroom. Terwijl zowel Charles Hall als Paul-Louis-Toussaint Héroult patenteerden op hun ontdekkingen, was Hall in respectievelijk Amerika en Frankrijk de eerste die het financiële potentieel van zijn zuiveringsproces erkende. In 1888
grondstoffen
Aluminiumaantallen onder de meest voorkomende elementen: na zuurstof en silicium, is het het meest overvloedige element gevonden in het aardoppervlak, die meer dan acht procent van de korst tot een diepte van tien mijl en verschijnen in bijna elk gemeenschappelijk gesteente. Aluminium komt echter niet voor in zijn zuivere, metallische vorm, maar eerder als gehydrateerd aluminiumoxide (een mengsel van water en aluminiumoxide) gecombineerd met siliciumdioxide, IJzeroxide en titania. Het belangrijkste aluminiumerts is bauxiet, genoemd naar de Franse stad Les Baux waar het werd ontdekt in 1821. Bauxiet bevat ijzer en gehydrateerd aluminiumoxide, waarbij het laatste het grootste samenstellende materiaal vertegenwoordigt. Op dit moment is bauxiet overvloedig genoeg, zodat alleen afzettingen met een aluminiumoxide gehalte van vijfenveertig procent of meer worden gedolven om aluminium te maken. Geconcentreerde afzettingen worden gevonden in zowel het noordelijke als het zuidelijke halfrond, waarbij het grootste deel van het erts dat in de Verenigde Staten wordt gebruikt afkomstig is uit West-Indië, Noord-Amerika en Australië. Omdat bauxiet zo dicht bij het aardoppervlak voorkomt, zijn mijnprocedures relatief eenvoudig. Explosieven worden gebruikt om grote putten te openen in bauxietbedden, waarna de bovenste lagen van vuil en gesteente worden verwijderd. Het blootgestelde erts wordt vervolgens verwijderd met front-end laders, opgestapeld in vrachtwagens of treinwagons, en getransporteerd naar verwerkingsbedrijven. Bauxiet is zwaar (in het algemeen kan een ton aluminium worden geproduceerd van vier tot zes ton van het erts), zodat het verminderen van
de kosten van het vervoer, liggen deze installaties vaak zo dicht mogelijk bij de bauxietmijnen.
het fabricageproces
het extraheren van zuiver aluminium uit bauxiet omvat twee processen. Ten eerste wordt het erts geraffineerd om onzuiverheden zoals ijzeroxide, siliciumdioxide, titania en water te verwijderen. Vervolgens wordt het resulterende aluminiumoxide gesmolten om zuiver aluminium te produceren. Daarna wordt het aluminium gerold om folie te produceren.
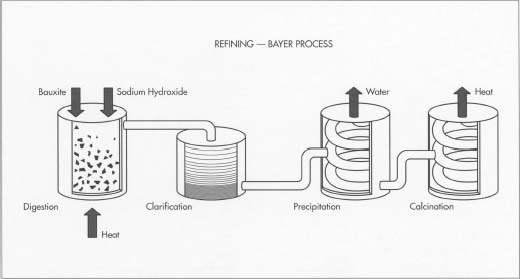
raffinage-Bayer-proces
- 1 Het Bayer-proces dat wordt gebruikt voor het raffineren van bauxiet bestaat uit vier stappen: vertering, verduidelijking, precipitatie en calcinatie. Tijdens de spijsvertering wordt het bauxiet gemalen en gemengd met natriumhydroxide voordat het in grote, onder druk staande tanks wordt gepompt. In deze tanks, die vergisters worden genoemd, breekt de combinatie van natriumhydroxide, warmte en druk het erts af tot een verzadigde oplossing van natriumaluminaat en onoplosbare verontreinigingen, die zich op de bodem vestigen.
- 2 de volgende fase van het proces, verduidelijking, houdt in dat de oplossing en de contaminanten via een set tanks en persen worden verzonden. Tijdens deze fase, doek filters vangen de verontreinigingen, die vervolgens worden verwijderd. Na nogmaals gefilterd te zijn, wordt de resterende oplossing naar een koeltoren getransporteerd.
- 3 in de volgende fase, precipitatie, beweegt de aluminiumoxideoplossing zich in een grote silo, waar, in een aanpassing van de Deville-methode, de vloeistof wordt gezaaid met kristallen van gehydrateerd aluminium om de vorming van aluminiumdeeltjes te bevorderen. Naarmate de zaadkristallen andere kristallen in de oplossing aantrekken, beginnen zich grote klontjes aluminiumhydraat te vormen. Deze worden eerst uitgefilterd en vervolgens gespoeld.
- 4 het branden, de laatste stap in het Bayer-raffinageproces, houdt in dat het aluminiumhydraat aan hoge temperaturen wordt blootgesteld. Deze extreme hitte droogt het materiaal uit, waardoor een residu van fijn wit poeder overblijft: aluminiumoxide.
smelten
- 5 Het smelten, dat de aluminium-zuurstofverbinding (aluminiumoxide) scheidt die door het Bayer-proces wordt geproduceerd, is de volgende stap in het extraheren van zuiver metallisch aluminium uit bauxiet. Hoewel de huidige procedure is afgeleid van de elektrolytische methode die gelijktijdig werd uitgevonden door Charles Hall en Paul-Louis-Toussaint Héroult in de late negentiende eeuw, is het gemoderniseerd. Ten eerste wordt het aluminiumoxide opgelost in een gietcel, een diepe stalen mal bekleed met koolstof en gevuld met een verwarmde vloeistofgeleider die voornamelijk bestaat uit de aluminiumverbinding cryoliet.
- 6 vervolgens wordt een elektrische stroom door het cryoliet geleid, waardoor een korst ontstaat over de bovenkant van het aluminiumoxide smelt. Wanneer periodiek extra aluminiumoxide in het mengsel wordt geroerd, wordt deze korst gebroken en ook erin geroerd. Als het aluminiumoxide oplost, ontleedt het elektrolytisch om een laag zuiver, gesmolten aluminium te produceren op de bodem van de smeltcel. De zuurstof fuseert met de koolstof die wordt gebruikt om de cel te lijnen en ontsnapt in de vorm van kooldioxide.
- 7 het gezuiverde aluminium wordt nog steeds in gesmolten vorm uit de smeltcellen gehaald, overgebracht in smeltkroezen en geleegd in ovens. In dit stadium kunnen andere elementen worden toegevoegd aan aluminiumlegeringen met kenmerken die geschikt zijn voor het eindproduct te produceren, hoewel folie is over het algemeen gemaakt van 99,8 of 99,9 procent zuiver aluminium. De vloeistof wordt vervolgens gegoten in directe chill casting apparaten, waar het afkoelt in grote platen genaamd “ingots” of ” reroll voorraad.”Na te zijn gegloeid-warmte behandeld om de werkbaarheid te verbeteren-de ingots zijn geschikt voor het rollen in folie.
 folie wordt geproduceerd uit aluminium door het tussen zware rollen te rollen. Rollen produceert twee natuurlijke afwerkingen op de folie, helder en mat. Als de folie uit de rollen komt, snijden ronde messen het in rechthoekige stukken.
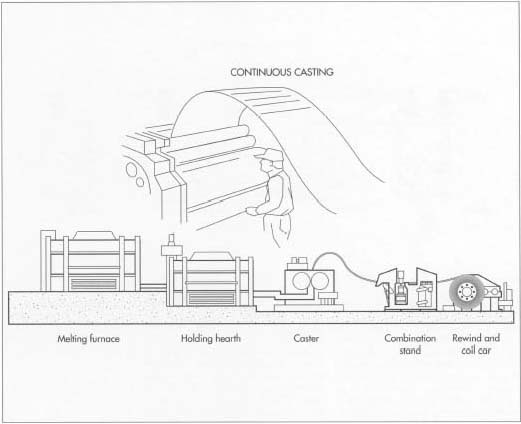
folie wordt geproduceerd uit aluminium door het tussen zware rollen te rollen. Rollen produceert twee natuurlijke afwerkingen op de folie, helder en mat. Als de folie uit de rollen komt, snijden ronde messen het in rechthoekige stukken. - een alternatieve methode voor het smelten en gieten van het aluminium wordt “continugieten” genoemd.”Dit proces omvat een productielijn bestaande uit een smeltoven, een holding haard om het gesmolten metaal te bevatten, een transfersysteem, een gieteenheid, een combinatie-eenheid bestaande uit knijprollen, afschuif en hoofdstel, en een terugspoelen en spoel auto. Beide methoden produceren voorraad van diktes variërend van 0,125 tot 0,250 inch (0,317 tot 0,635 centimeter) en van verschillende breedtes. Het voordeel van de continugietmethode is dat het geen gloeistap vereist voorafgaand aan het foliewalsen, net als het smelt-en gietproces, omdat gloeien automatisch wordt bereikt tijdens het gietproces.
Rolfolie
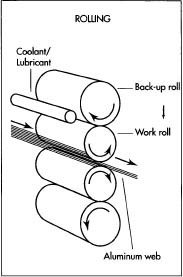
- 8 nadat de folievoorraad is gemaakt, moet deze worden verkleind om de folie te maken. Dit wordt bereikt in een walserij, waar het materiaal meerdere malen wordt doorgegeven door metalen rollen genoemd werkrollen. Als de platen (of web) van aluminium passeren de rollen, worden ze geperst dunner en geëxtrudeerd door de kloof tussen de rollen. De werkrollen worden gecombineerd met zwaardere rollen die back-uprollen worden genoemd, die druk uitoefenen om de stabiliteit van de werkrollen te behouden. Dit helpt om de productafmetingen binnen toleranties te houden. De werk-en back-uprollen draaien in tegengestelde richtingen. Smeermiddelen worden toegevoegd om het walsproces te vergemakkelijken. Tijdens dit walsproces moet het aluminium af en toe worden gegloeid (warmtebehandeld) om zijn werkbaarheid te behouden.
- de reductie van de folie wordt geregeld door het toerental van de rollen en de viscositeit (de stromingsweerstand), de hoeveelheid en de temperatuur van de rolsmeermiddelen aan te passen. De rolspleet bepaalt zowel de dikte als de lengte van de folie die de molen verlaat. Deze opening kan worden aangepast door het verhogen of verlagen van de bovenste werkrol. Rollen produceert twee natuurlijke afwerkingen op de folie, helder en mat. De heldere afwerking ontstaat wanneer de folie in contact komt met de werkrolvlakken. Om de matte afwerking te produceren, moeten twee vellen tegelijk worden verpakt en gerold; wanneer dit is gedaan, de zijkanten die elkaar raken eindigen met een matte afwerking. Andere mechanische afwerkingsmethoden, meestal geproduceerd tijdens het omzetten van bewerkingen, kunnen worden gebruikt om bepaalde patronen te produceren.
- 9 als de folieplaten door de walsen komen, worden ze bijgesneden en met ronde of scheermessen op de walswalserij gesneden. Trimmen verwijst naar de randen van de folie, terwijl het snijden omvat het snijden van de folie in verschillende vellen. Deze stappen worden gebruikt om smalle opgerolde breedtes te produceren, om de randen van gecoate of gelamineerde voorraad te trimmen en om rechthoekige stukken te produceren. Voor bepaalde fabricage-en ombouwwerkzaamheden moeten tijdens het walsen gebroken banen weer aan elkaar worden verbonden of worden gesplitst. Gemeenschappelijke soorten lassen voor het verbinden van banen van gewone folie en / of gesteund folie omvatten ultrasone, heat-sealing tape, druk-sealing tape, en elektrisch gelast. De ultrasone las maakt gebruik van een solid-state las—gemaakt met een ultrasone transducer—in het overlappende metaal.
afwerkingsprocessen
- 10 voor veel toepassingen wordt folie gebruikt in I V / combinatie met andere materialen. Het kan worden gecoat met een breed scala aan materialen, zoals polymeren en harsen, voor decoratieve, beschermende of heat-sealing doeleinden. Het kan worden gelamineerd aan papier, paperboards en plastic films. Het kan ook worden gesneden, gevormd in elke vorm, bedrukt, reliëf, gesneden in stroken, vellen, geëtst en geanodiseerd. Zodra de folie in zijn definitieve staat is, wordt deze dienovereenkomstig verpakt en naar de klant verzonden.
kwaliteitscontrole
naast de controle tijdens het proces van parameters als temperatuur en tijd, moet het eindprodukt aan bepaalde eisen voldoen. Zo is gebleken dat verschillende omzettingsprocessen en eindtoepassingen een verschillende mate van droogheid op het folieoppervlak vereisen voor bevredigende prestaties. Een bevochtigingstest wordt gebruikt om de droogheid te bepalen. In deze test worden verschillende oplossingen van ethylalcohol in gedestilleerd water, in stappen van tien volumeprocent, in een gelijkmatige stroom op het folieoppervlak gegoten. Als er geen druppels vormen, is de bevochtigbaarheid nul. Het proces wordt voortgezet totdat wordt bepaald welk minimumpercentage alcoholoplossing het folieoppervlak volledig nat maakt.
andere belangrijke eigenschappen zijn dikte en treksterkte. Standaard testmethoden zijn ontwikkeld door de American Society For Testing and Materials (ASTM). De dikte wordt bepaald door het wegen van een monster en het meten van de oppervlakte, en dan het gewicht te delen door het product van het gebied keer de legeringsdichtheid. Spanningstesten van folie moeten zorgvuldig worden gecontroleerd omdat testresultaten kunnen worden beïnvloed door ruwe randen en de aanwezigheid van kleine defecten, evenals andere variabelen. Het monster wordt in een greep geplaatst en een trek-of trekkracht wordt uitgeoefend tot breuk van het monster optreedt. De kracht of sterkte die nodig is om het monster te breken, wordt gemeten.
de toekomst
de populariteit van aluminiumfolie, vooral voor flexibele verpakkingen, zal blijven groeien. Vierzijdige, vin-verzegelde zakjes hebben een grote populariteit gewonnen voor militaire, medische en retail voedseltoepassingen en, in grotere maten, voor institutionele food service packs. Zakjes zijn ook geïntroduceerd voor het verpakken van 1,06 tot 4,75 gallons (4-18 liter) wijn voor zowel retail-en restaurantmarkten, en voor Andere markten voor foodservice. Daarnaast worden nog andere producten ontwikkeld voor andere toepassingen. De toename van de populariteit van magnetrons heeft geresulteerd in de ontwikkeling van verschillende vormen van aluminium gebaseerde semi-rigide containers speciaal ontworpen voor deze ovens. Meer recentelijk zijn speciale kookfolies voor barbecueën ontwikkeld.
echter, zelfs aluminiumfolie wordt onderzocht op zijn milieuvriendelijkheid.”Vandaar dat fabrikanten hun inspanningen op het gebied van recycling verhogen; in feite zijn alle Amerikaanse folieproducenten begonnen met recyclingprogramma’ s, hoewel de totale tonnage en afvangsnelheid van aluminiumfolie veel lager is dan die van de gemakkelijk te recyclen aluminium blikjes. Aluminiumfolie heeft al het voordeel dat het licht en klein is, waardoor de bijdrage aan de vaste afvalstroom wordt verminderd. In feite, gelamineerde aluminiumfolie verpakking vertegenwoordigt slechts 17 / lOOths van een procent van het Amerikaanse vaste afval.
voor verpakkingsafval kan de meest veelbelovende oplossing de reductie van de bron zijn. Bijvoorbeeld, het verpakken van 65 pond (29,51 kg) koffie in stalen blikken vereist 20 pond (9,08 kg) staal, maar slechts drie pond (4,08 kg) gelamineerde verpakking inclusief aluminiumfolie. Dergelijke verpakkingen nemen ook minder ruimte in beslag op de stortplaats. De Aluminiumfolieafdeling van de Vereniging ontwikkelt zelfs een educatief programma over aluminiumfolie voor universiteiten en professionele verpakkingsontwerpers om dergelijke ontwerpers te helpen informeren over de voordelen van de overstap naar flexibele verpakkingen.
aluminiumfolie verbruikt ook minder energie tijdens productie en distributie, waarbij schroot in de fabriek wordt gerecycleerd. In feite is gerecycled aluminium, inclusief blikjes en folie, goed voor meer dan 30 procent van de jaarlijkse levering van metaal in de industrie. Dit aantal neemt al enkele jaren toe en zal naar verwachting aanhouden. Daarnaast worden processen die worden gebruikt bij de productie van folie verbeterd om luchtverontreiniging en gevaarlijk afval te verminderen.
waar meer te weten te komen
boeken
aluminiumfolie. De Aluminium Vereniging. 1981.
tijdschriften
“Barrier Qualities Stimulate Aluminum Foil Packaging Growth,” FoilPak News. De Aluminium Vereniging. Herfst, 1992.
“De beste manieren om voedsel vers te houden: een Roundup van de meest effectieve en economische Wraps, zakken en Containers,” Consumer Reports. Februari 1989, blz.120+.
Gracey, Kathryn K. “Aluminium in microgolven, “Consumers’ Research Magazine. Januari 1989, blz. 2.
“promoot Even Cookery with Foil,” Southern Living. December 1987, blz. 130-131.
– L. S. Millberg