Bakgrunn
Aluminiumsfolie er laget av en aluminiumslegering som inneholder mellom 92 og 99 prosent aluminium. Vanligvis mellom 0.00017 og 0.0059 tommer tykk, er folie produsert i mange bredder og styrker for bokstavelig talt hundrevis av applikasjoner. Det brukes til å produsere termisk isolasjon for byggebransjen, fin lager for klimaanlegg, elektriske spoler for transformatorer, kondensatorer for radioer og fjernsyn, isolasjon for lagertanker, dekorative produkter og beholdere og emballasje. Populariteten til aluminiumsfolie for så mange applikasjoner skyldes flere store fordeler, en av de fremste er at råmaterialene som er nødvendige for produksjonen, er rikelig. Aluminiumsfolie er billig, holdbar, giftfri og fettfast. I tillegg motstår det kjemisk angrep og gir utmerket elektrisk og ikke-magnetisk skjerming. Forsendelser (i 1991) av aluminiumsfolie utgjorde 913 millioner pund, med emballasje som representerer syttifem prosent av aluminiumsfoliemarkedet. Aluminiumsfolie popularitet som emballasjemateriale er på grunn av sin gode ugjennomtrengelighet for vanndamp og gasser. Den forlenger også holdbarheten, bruker mindre lagringsplass og genererer mindre avfall enn mange andre emballasjematerialer. Preferansen for aluminium i fleksibel emballasje har derfor blitt et globalt fenomen. I Japan brukes aluminiumsfolie som barrierekomponent i fleksible bokser. I Europa dominerer aluminium fleksibel emballasje markedet for farmasøytiske blisterpakninger og candy wrappers. Den aseptiske drikkeboksen, som bruker et tynt lag av aluminiumsfolie som en barriere mot oksygen, lys og lukt, er også ganske populær over hele verden.
Aluminium Er den sist oppdagede av metaller som moderne industri bruker i store mengder. Kjent som «alumina», ble aluminiumforbindelser brukt til å forberede medisiner i Det gamle Egypt og å sette klutfarger i Middelalderen. Ved begynnelsen av det attende århundre mistenkte forskere at disse forbindelsene inneholdt et metall, og i 1807 forsøkte den engelske kjemikeren Sir Humphry Davy å isolere den. Selv om hans innsats mislyktes, Davy bekreftet at alumina hadde en metallisk base, som han i utgangspunktet kalt » alumium. Davy endret senere dette til «aluminium», og mens forskere i mange land staver begrepet» aluminium», bruker De Fleste Amerikanere Davys reviderte stavemåte. I 1825 isolerte en dansk kjemiker Ved Navn Hans Christian Ø aluminium, og tjue år senere var en tysk fysiker Ved Navn Friedrich Wohler i stand til å skape større partikler av metallet; Wohlers partikler var imidlertid fortsatt bare størrelsen på pinheads. I 1854 raffinerte Henri Sainte-Claire Deville, en fransk forsker, Wohlers metode nok til å skape aluminium klumper så store som marmor. Devilles prosess ga grunnlag for den moderne aluminiumsindustrien, og de første aluminiumstengene som ble laget ble vist i 1855 på Paris-Utstillingen.
på dette tidspunktet begrenset de høye kostnadene ved å isolere det nyoppdagede metallet sin industrielle bruk. Men i 1866 to forskere som arbeider separat I Usa og Frankrike samtidig utviklet Det som ble kjent Som Hall-Hé metode for å skille alumina fra oksygen ved å bruke en elektrisk strøm. Mens Både Charles Hall og Paul-Louis-Toussaint Hé Patenterte sine funn, Var Hall i Henholdsvis Amerika og Frankrike den første som anerkjente det økonomiske potensialet i sin renselsesprosess. I 1888
han og flere partnere grunnla Pittsburgh Reduction Company, som produserte De første aluminiumsbottene det året. Ved å bruke vannkraft til å drive et stort nytt konverteringsanlegg nær Niagara Falls og levere den voksende industrielle etterspørselen etter aluminium, Halls selskap—omdøpt Aluminium Company Of America (Alcoa) i 1907—blomstret. Hé etablerte Senere Aluminium-Industrie-Aktien-Gesellschaft i Sveits. Oppmuntret av den økende etterspørselen etter aluminium under Første Og ANDRE verdenskrig begynte de fleste andre industrialiserte land å produsere sin egen aluminium. I 1903 Ble Frankrike det første landet som produserte folie fra renset aluminium. Usa fulgte etter et tiår senere, sin første bruk av det nye produktet blir leg band å identifisere racing duer. Aluminiumsfolie ble snart brukt til beholdere og emballasje, OG Andre Verdenskrig akselererte denne trenden, og etablerte aluminiumsfolie som et viktig emballasjemateriale. Frem Til Andre Verdenskrig var Alcoa den Eneste amerikanske produsenten av renset aluminium, men i Dag er det syv store produsenter av aluminiumsfolie i Usa.
Råvarer
Aluminium tall blant de mest tallrike elementene: etter oksygen og silisium er det det rikeste elementet som finnes i jordens overflate, og utgjør over åtte prosent av skorpen til en dybde på ti miles og vises i nesten alle vanlige bergarter. Aluminium forekommer imidlertid ikke i ren, metallisk form, men heller som hydrert aluminiumoksid (en blanding av vann og alumina) kombinert med silika, jernoksid og titania. Den viktigste aluminiummalmen er bauxitt, oppkalt etter Den franske byen Les Baux hvor Den ble oppdaget i 1821. Bauksitt inneholder jern og hydrert aluminiumoksid, hvor sistnevnte representerer dets største bestanddel. For tiden er bauxitt rikelig nok, slik at bare forekomster med et aluminiumoksidinnhold på førtifem prosent eller mer blir utvunnet for å lage aluminium. Konsentrerte forekomster finnes i både den nordlige og sørlige halvkule, med det meste av malmen som brukes I Usa kommer fra Vestindia, Nord-Amerika og Australia. Siden bauksitt forekommer så nær jordens overflate, er gruvedriftsprosedyrene relativt enkle. Eksplosiver brukes til å åpne opp store groper i bauksitt senger, hvoretter de øverste lagene av smuss og stein er ryddet bort. Den eksponerte malmen fjernes deretter med frontlastere, stablet i lastebiler eller jernbanevogner, og transporteres til prosessanlegg. Bauxitt er tungt (vanligvis kan ett tonn aluminium produseres fra fire til seks tonn malm), så for å redusere
kostnadene ved å transportere det, disse anleggene er ofte plassert så nær som mulig til bauksittgruvene.
Produksjonsprosessen
Utvinning av ren aluminium fra bauksitt innebærer to prosesser. Først blir malmen raffinert for å eliminere urenheter som jernoksid, silika, titania og vann. Deretter smeltes det resulterende aluminiumoksidet for å produsere rent aluminium. Deretter rulles aluminium for å produsere folie.
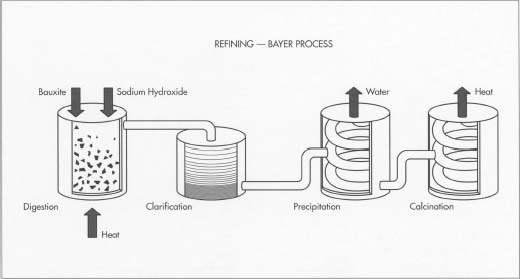
Raffinering-Bayer-prosess
- 1 bayer-prosessen som brukes til å raffinere bauxitt består av fire trinn: fordøyelse, avklaring, utfelling og kalsinering. Under fordøyelsen blir bauxitten malt og blandet med natriumhydroksyd før den pumpes inn i store trykkbeholdere. I disse tankene, kalt fordøyere, bryter kombinasjonen av natriumhydroksyd, varme og trykk malmen ned i en mettet løsning av natriumaluminat og uoppløselige forurensninger, som legger seg til bunnen.
- 2 den neste fasen av prosessen, avklaring, innebærer å sende løsningen og forurensningene gjennom et sett med tanker og presser. I løpet av dette stadiet fanger klutfiltre forurensningene, som deretter kastes. Etter å ha blitt filtrert igjen, transporteres den gjenværende løsningen til et kjøletårn.
- 3 i neste trinn, utfelling, beveger aluminiumoksydoppløsningen seg inn i en stor silo, hvor i en tilpasning Av Deville-metoden frøes væsken med krystaller av hydrert aluminium for å fremme dannelsen av aluminiumpartikler. Etter hvert som frøkrystallene tiltrekker seg andre krystaller i løsningen, begynner store klumper av aluminiumhydrat å danne seg. Disse blir først filtrert ut og deretter skyllet.
- 4 Kalsinering, det siste trinnet I bayer-raffineringsprosessen, innebærer å utsette aluminiumshydratet for høye temperaturer. Denne ekstreme varmen dehydrerer materialet, og etterlater rester av fint hvitt pulver: aluminiumoksid.
Smelting
- 5 Smelting, som skiller aluminium-oksygenforbindelsen (alumina) produsert Av Bayer-prosessen, er neste trinn i utvinning av ren metallisk aluminium fra bauxitt. Selv om prosedyren i dag brukes stammer fra elektrolytisk metode oppfunnet samtidig Av Charles Hall Og Paul-Louis-Toussaint Hé I slutten av forrige århundre, det har blitt modernisert. Først oppløses aluminaen i en smeltecelle, en dyp stålform foret med karbon og fylt med en oppvarmet væskeleder som hovedsakelig består av aluminiumforbindelsen kryolitt.
- 6 deretter går en elektrisk strøm gjennom kryolitten, noe som fører til at en skorpe dannes over toppen av alumina-smelten. Når ytterligere alumina blir periodisk omrørt i blandingen, brytes denne skorpen og omrøres også. Når aluminaen oppløses, nedbrytes den elektrolytisk for å produsere et lag av ren, smeltet aluminium på bunnen av smeltecellen. Oksygenet smelter sammen med karbonet som brukes til å lede cellen og rømmer i form av karbondioksid.
- 7 fortsatt i smeltet form, blir det rensede aluminium trukket fra smeltecellene, overført til digler og tømt i ovner. På dette stadiet kan andre elementer tilsettes for å produsere aluminiumlegeringer med egenskaper som passer til sluttproduktet, selv om folie vanligvis er laget av 99,8 eller 99,9 prosent ren aluminium. Væsken helles deretter i direkte chill casting enheter, hvor den avkjøles i store plater kalt «ingots» eller » reroll lager.»Etter å ha blitt glødet-varmebehandlet for å forbedre bearbeidbarheten-er ingots egnet for rulling i folie.
 Folie er produsert av aluminium lager ved å rulle den mellom tunge ruller. Rolling produserer to naturlige overflater på folien, lyse og matte. Når folien kommer fra rullene, kutter sirkulære kniver den i rektangulære stykker.
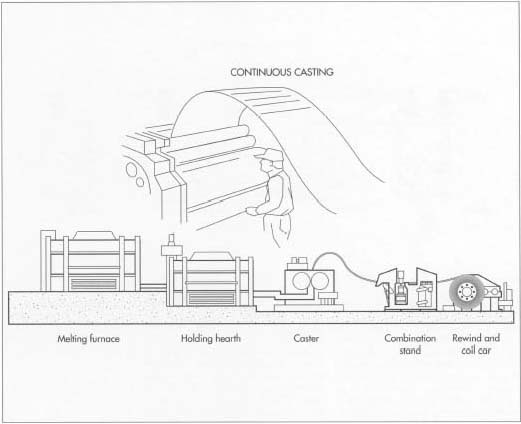
Folie er produsert av aluminium lager ved å rulle den mellom tunge ruller. Rolling produserer to naturlige overflater på folien, lyse og matte. Når folien kommer fra rullene, kutter sirkulære kniver den i rektangulære stykker. - en alternativ metode for smelting og støping av aluminium kalles » kontinuerlig støping.»Denne prosessen innebærer en produksjonslinje som består av en smelteovn, et holdehjerte for å inneholde smeltet metall, et overføringssystem, en støpenhet, en kombinasjonsenhet bestående av klyperuller, skjær og hodelag, og en tilbakespoling og spolebil. Begge metodene produserer lager av tykkelser fra 0,125 til 0,250 tommer (0,317 til 0,635 centimeter) og av forskjellige bredder. Fordelen med den kontinuerlige støpemetoden er at den ikke krever et glødingstrinn før folievalsing, som smelter og støpeprosessen, fordi glødning automatisk oppnås under støpeprosessen.
Rullefolie
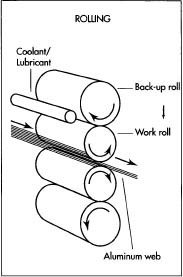
- 8 etter at foliebeholdningen er laget, må den reduseres i tykkelse for å lage folien. Dette oppnås i et valseverk, hvor materialet føres flere ganger gjennom metallruller kalt arbeidsruller. Når arkene (eller banene) av aluminium passerer gjennom rullene, blir de presset tynnere og ekstrudert gjennom gapet mellom rullene. Arbeidsrullene er parret med tyngre ruller kalt backup ruller, som legger press for å opprettholde stabiliteten til arbeidsrullene. Dette bidrar til å holde produktdimensjonene innenfor toleranser. Arbeidet og backuprullene roterer i motsatt retning. Smøremidler legges til for å lette rulleprosessen. Under denne rulleprosessen må aluminiumet av og til bli glødet (varmebehandlet) for å opprettholde sin bearbeidbarhet.
- reduksjonen av folien styres ved å justere turtallet på rullene og viskositeten( motstanden mot strømning), mengde og temperatur på rullende smøremidler. Rullgapet bestemmer både tykkelsen og lengden på folien som forlater møllen. Dette gapet kan justeres ved å heve eller senke den øvre arbeidsrullen. Rolling produserer to naturlige overflater på folien, lyse og matte. Den lyse overflaten produseres når folien kommer i kontakt med arbeidsrullflatene. For å produsere matt finish må to ark pakkes sammen og rulles samtidig; når dette er gjort, ender sidene som berører hverandre med en matt finish. Andre mekaniske etterbehandlingsmetoder, vanligvis produsert under konverteringsoperasjoner, kan brukes til å produsere visse mønstre.
- 9 når foliearkene kommer gjennom rullene, er de trimmet og slitted med sirkulære eller barberlignende kniver installert på rullemøllen. Trimming refererer til kantene på folien, mens slitting innebærer å kutte folien i flere ark. Disse trinnene brukes til å produsere smale spiralbredder, for å trimme kantene på belagt eller laminert lager, og å produsere rektangulære stykker. For visse fabrikere og konvertere operasjoner, må duk som har blitt brutt under rulling slås sammen igjen, eller skjøtes. Vanlige typer skjøter for å bli med duk av vanlig folie og / eller støttet folie inkluderer ultralyd, varme-tetting tape, trykk-tetting tape, og elektrisk sveiset. Ultralydssplitten bruker en solid-state sveis-laget med en ultralydstransduser – i det overlappede metallet.
Etterbehandling prosesser
- 10 for mange applikasjoner brukes folie I I v / kombinasjon med andre materialer. Den kan belegges med et bredt spekter av materialer, for eksempel polymerer og harpikser, for dekorative, beskyttende eller varmeforseglende formål. Det kan lamineres til papir, papp og plastfilmer. Det kan også bli kuttet, formet i noen form, trykt, preget, slit i strimler, sheeted, etset, og anodisert. Når folien er i sin endelige tilstand, pakkes den tilsvarende og sendes til kunden.
Kvalitetskontroll
i tillegg til prosessstyring av slike parametere som temperatur og tid, må det ferdige folieproduktet oppfylle visse krav. For eksempel har forskjellige konverteringsprosesser og sluttbruk vist seg å kreve varierende grad av tørrhet på folieoverflaten for tilfredsstillende ytelse. En fuktbarhetstest brukes til å bestemme tørrheten. I denne testen helles forskjellige løsninger av etylalkohol i destillert vann, i trinn på ti volumprosent, i en jevn strøm på folieoverflaten. Hvis ingen dråper dannes, er fuktbarheten null. Prosessen fortsetter til det er bestemt hvilken minste prosent av alkoholoppløsningen som helt vil våte folieoverflaten.
Andre viktige egenskaper er tykkelse og strekkfasthet. Standard testmetoder er utviklet av American Society For Testing And Materials (ASTM). Tykkelsen bestemmes ved å veie en prøve og måle området, og deretter dele vekten av produktet av området ganger legeringstettheten. Spenningstesting av folie må kontrolleres nøye fordi testresultatene kan påvirkes av grove kanter og tilstedeværelsen av små feil, samt andre variabler. Prøven er plassert i et grep og en strekk – eller trekkraft påføres til brudd på prøven oppstår. Kraften eller styrken som kreves for å bryte prøven, måles.
Fremtiden
populariteten til aluminiumsfolie, spesielt for fleksibel emballasje, vil fortsette å vokse. Firesidig, fin-forseglet poser har fått stor popularitet for militære, medisinsk, og detaljhandel mat programmer og, i større størrelser, for institusjonelle mat servicepakker. Poser har også blitt introdusert for emballasje 1,06 til 4,75 liter (4-18 liter) vin for både detaljhandel og restaurant markeder, og for andre mat service markeder. I tillegg fortsetter andre produkter å bli utviklet for andre applikasjoner. Økningen i populariteten til mikrobølgeovner har resultert i utviklingen av flere former for aluminiumbaserte halvstive beholdere designet spesielt for disse ovner. Mer nylig har spesielle matlagingsfolier for grilling blitt utviklet.
men selv aluminiumsfolie blir gransket i forhold til sin miljø » vennlighet.»Derfor øker produsentene sin innsats i resirkuleringsområdet; faktisk har ALLE amerikanske folieprodusenter begynt resirkuleringsprogrammer, selv om aluminiumsfoliens totale tonnasje og fangsthastighet er mye lavere enn for aluminiumsbokser som er enkle å resirkulere. Aluminiumsfolie har allerede fordelen av å være lett og liten, noe som bidrar til å redusere sitt bidrag til fast avfallsstrømmen. Faktisk representerer laminert aluminiumsfolieemballasje bare 17 / lOOths av en prosent AV DET amerikanske faste avfallet.
for emballasjeavfall kan den mest lovende løsningen være kildereduksjon. For eksempel, emballasje 65 pounds (29.51 kilo) av kaffe i stål bokser krever 20 pounds (9.08 kilo) av stål, men bare tre pounds (4.08 kilo) av laminert emballasje inkludert aluminiumsfolie. Slike emballasje tar også mindre plass i deponi. Aluminiumsforeningens Folieavdeling utvikler til og med et pedagogisk program på aluminiumsfolie for universiteter og profesjonelle emballasjedesignere for å bidra til å informere slike designere om fordelene ved å bytte til fleksibel emballasje.
Aluminiumsfolie bruker også mindre energi under både produksjon og distribusjon, med in-plant skrap blir resirkulert. Faktisk står resirkulert aluminium, inkludert bokser og folie, for over 30 prosent av bransjens årlige tilførsel av metall. Dette tallet har økt i flere år og forventes å fortsette. I tillegg blir prosesser som brukes under folieproduksjon forbedret for å redusere luftforurensning og farlig avfall.
Hvor Å Lære Mer
Bøker
Aluminiumsfolie. Aluminiumsforeningen. 1981.
Tidsskrifter
«Barriere Kvaliteter Stimulere Aluminiumsfolie Emballasje Vekst,» FoilPak Nyheter. Aluminiumsforeningen. Høst, 1992. «De Beste Måtene Å Holde Maten Fersk: En Roundup Av De Mest Effektive Og Mest Økonomiske Wraps, Poser Og Beholdere,» Consumer Reports. Februar, 1989, s. 120+. Gracey, Kathryn K. «Aluminium i Mikrobølger», Forbrukernes Forskningsmagasin. Januar, 1989, s. 2.
«Fremme Selv Matlaging Med Folie,» Southern Living. Desember 1987, s. 130-131.
— L. S. Millberg