Cilindro testa porting si riferisce al processo di modifica delle porte di aspirazione e scarico di un motore a combustione interna per migliorare la qualità e la quantità del flusso d’aria. Le teste dei cilindri, come fabbricate, sono solitamente subottimali a causa di vincoli di progettazione e produzione. Il porting delle teste fornisce l’attenzione finemente dettagliata necessaria per portare il motore al più alto livello di efficienza. Più di ogni altro singolo fattore, il processo di porting è responsabile dell’elevata potenza dei motori moderni.
Questo processo può essere applicato a un motore da corsa standard per ottimizzare la sua potenza e a un motore di produzione per trasformarlo in un motore da corsa, per migliorare la sua potenza per l’uso quotidiano o per modificare le sue caratteristiche di potenza per adattarsi a una particolare applicazione.
L’esperienza umana quotidiana con l’aria dà l’impressione che l’aria sia leggera e quasi inesistente mentre ci muoviamo lentamente attraverso di essa. Tuttavia, un motore che funziona ad alta velocità sperimenta una sostanza totalmente diversa. In quel contesto, l’aria può essere pensata come spessa, appiccicosa, elastica, appiccicosa e pesante. Il pompaggio è un grosso problema per i motori che funzionano a velocità, quindi il porting della testa aiuta ad alleviare questo.
Modifiche alla porta
Quando una modifica viene decisa attraverso un’attenta prova del flusso con un banco di flusso d’aria, il materiale originale della parete della porta può essere accuratamente rimodellato a mano con smerigliatrici o fresatrici a controllo numerico. Per le modifiche principali le porte devono essere saldate o costruite in modo simile per aggiungere materiale dove non esisteva.
 |
|
|
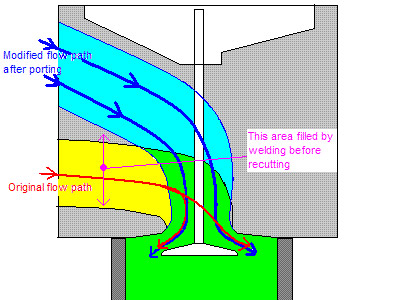
Questa immagine mostra la differenza tra un povero esecuzione di porto e un ottimo design dopo il porting di modifica. La differenza tra i due mostra l’idea generale di migliorare il flusso di porta. Più alto e più dritto è meglio per la potenza di picco. La modifica mostrata è comunemente indicata come “aumento dell’angolo di discesa” ed è limitata da vincoli meccanici come l’altezza del vano motore, la quantità di materiale nella fusione madre o il trasferimento dell’ingranaggio della valvola per ospitare lo stelo della valvola più lungo. Le modifiche di questo estremo sono raramente fatte. |
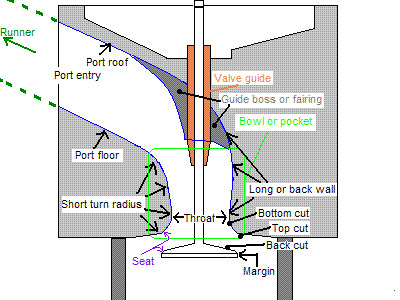
Parti del porto e loro terminologia. |
Porting e lucidatura
Si ritiene comunemente che l’ingrandimento delle porte alla massima dimensione possibile e l’applicazione di una finitura a specchio sia ciò che è il porting. Tuttavia non è così. Alcuni porti possono essere ingranditi fino alla loro dimensione massima possibile (in linea con il più alto livello di efficienza aerodinamica), ma questi motori sono unità ad altissima velocità altamente sviluppate in cui la dimensione effettiva dei porti è diventata una restrizione. Le porte più grandi scorrono più carburante / aria a regimi più alti, ma sacrificano la coppia a regimi più bassi a causa della minore velocità del carburante/aria. Una finitura a specchio della porta non fornisce l’aumento che l’intuizione suggerisce. Infatti, all’interno dei sistemi di aspirazione, la superficie è di solito volutamente strutturato ad un grado di rugosità uniforme per incoraggiare combustibile depositato sulle pareti portuali per evaporare rapidamente. Una superficie ruvida su aree selezionate della porta può anche alterare il flusso energizzando lo strato limite, che può alterare notevolmente il percorso del flusso, aumentando eventualmente il flusso. Questo è simile a quello che fanno le fossette su una pallina da golf. Il test del banco di flusso mostra che la differenza tra una porta di aspirazione rifinita a specchio e una porta ruvida è in genere inferiore all ‘ 1%. La differenza tra una porta liscia al tatto e una superficie otticamente specchiata non è misurabile con mezzi ordinari. Le porte di scarico possono essere rifinite in modo liscio a causa del flusso di gas secco e nell’interesse di ridurre al minimo l’accumulo di sottoprodotti di scarico. Una finitura a grana 300-400 seguita da un buff leggero è generalmente accettata per essere rappresentativa di una finitura quasi ottimale per le porte dei gas di scarico.
La ragione per cui le porte lucidate non sono vantaggiose dal punto di vista del flusso è che all’interfaccia tra la parete metallica e l’aria, la velocità dell’aria è ZERO. Ciò è dovuto all’azione bagnante dell’aria e in effetti di tutti i fluidi. Il primo strato di molecole aderisce al muro e non si muove in modo significativo. Il resto del campo di flusso deve tagliare passato, che sviluppa un profilo di velocità (o gradiente) attraverso il condotto. Affinché la rugosità superficiale impatta sensibilmente il flusso, i punti alti devono essere abbastanza alti da sporgere nell’aria in movimento più veloce verso il centro. Solo una superficie molto ruvida fa questo.
Valvola di Lavoro
Valvola di lavoro è un’operazione che viene eseguita sui quattro tempi ciclo del motore a combustione interna, il cui scopo è di rivestire le superfici di accoppiamento delle valvole e delle loro rispettive sedi valvole che controllano il sistema di aspirazione e scarico della miscela aria/carburante che alimenta il movimento dei pistoni dopo l’inizio del ciclo.
Nei primi motori automobilistici, le valvole dovevano essere rimosse e le superfici di tenuta levigate, rettificate o lappate più volte durante la vita di un motore tipico. Con il passare dei decenni, tuttavia, i motori funzionavano più puliti e l’aggiunta di tetraethyllead ingasoline significava che tale manutenzione diventava meno frequente. Oggi, i lavori delle valvole vengono raramente eseguiti sulle autovetture a scopo di manutenzione, sebbene siano ancora abbastanza comuni con le auto ad alte prestazioni. Alcuni motivi che possono indurre la necessità di un lavoro di valvola in un passeggero moderno includono: RPM eccessivo, chilometraggio elevato, surriscaldamento, guasto del materiale e danni a oggetti estranei (FOD)
Un lavoro di valvola è fatto meglio con pietre abrasive e utensili elettrici o pneumatici. Lappatura composto e uno strumento di lappatura può essere utilizzato, ed è più economico per la riparazione auto a casa, tuttavia lappatura fornirà solo risultati limitati e non sarà efficace su una valvola o sede con qualcosa di più di usura molto leggero o danni.
I motori moderni hanno teste dei cilindri in ferro o alluminio. Le teste dei cilindri in ferro hanno spesso sedi delle valvole in ferro integrale. Questi sedili sono i più morbidi e più suscettibili all’usura tra i motori moderni. Le teste dei cilindri in alluminio, tuttavia, hanno sedi delle valvole in acciaio temprato, poiché l’alluminio renderebbe un sedile molto povero. Questi sedili in acciaio temprato sono significativamente migliori dei sedili integrali di una testa di ferro e possono essere rimossi e sostituiti relativamente facilmente se necessario. Se è necessario sostituire un sedile in ferro integrale, il sedile deve essere fresato per consentire l’inserimento di un nuovo sedile. Il nuovo sedile viene quindi installato con l’applicazione di una colla/adesivo metallico ad alta resistenza. Una volta installato, il sedile viene rettificato all’angolo e alla larghezza corretti.
Valvole e sedili di solito hanno la stessa angolazione per accoppiarsi correttamente. Questo angolo è di solito 45 gradi, ma 30 gradi possono essere trovati in molte applicazioni moderne. L’angolo di accoppiamento è spesso accompagnato da tagli di angolo superiore e inferiore che sono 15 gradi di deflessione ogni lato dell’angolo di accoppiamento. Per un sedile a 45 gradi, l’angolo superiore sarebbe 30 e il fondo sarebbe 60). Questo metodo aumenta il flusso d’aria, che dà lieve potenza, risposta, e miglioramenti di efficienza.
L’angolo di accoppiamento del sedile di un sedile di aspirazione sarà tipicamente metà della larghezza della faccia della valvola (su un motore di serie). Le applicazioni ad alte prestazioni avranno spesso una sede di accoppiamento di aspirazione molto sottile di circa .025 ” a .030″. Sedili di scarico dovrebbero essere circa .060 ” inferiore alla faccia della valvola, con la superficie di accoppiamento del sedile .030″ sia dall’alto che dal basso della faccia della valvola (mettendo l’accoppiamento dei due al centro della faccia della valvola).
Le valvole devono essere ispezionate per danni che impediranno il corretto funzionamento e potrebbero portare a guasti catastrofici. Cracking, vaiolatura, canalizzazione e masterizzazione sono problemi tipici che portano alla sostituzione della valvola. Anche le crepe della linea dei capelli rendono inutilizzabile una valvola. La pitting è consentita in piccole quantità, ma non dovrebbe essere presente sul viso, sul margine o sul gambo. La canalizzazione è il risultato di un riscaldamento irregolare di una valvola (tipicamente da posti a sedere impropri durante il funzionamento), ed è evidente dallo scolorimento del calore in una forma ovale sul fondo della valvola e spesso visibile alla base dello stelo della valvola. Canalizzazione che continua porterà ad una valvola bruciata, che porta alla fusione di una parte della valvola. Se un motore è sottoposto ad un numero di giri eccessivo o ad un arresto improvviso, tutte le valvole devono essere ispezionate per la rettilineità. Se una valvola è piegata, causerà un guasto molto rapidamente e spesso danneggerà altre parti come pistoni, pareti del cilindro, altre valvole, guide valvole e componenti del treno valvole.
Alcune auto più vecchie hanno sedi valvole relativamente morbide che si consumano più velocemente se azionate senza carburante al piombo. Questi di solito possono essere aggiornati con sedi valvole temprate che resistono all’usura, indipendentemente dal fatto che venga utilizzato carburante al piombo o senza piombo.
CVO 110 Aggiornamento a CVO 113
125 a 140 cavalli
CVO 110 Cilindro Testa Porting per la massima potenza
DC V-TWIN offre l’ultimo nella testa del cilindro porting per l’aggiornamento del CVO 110. I CVO provengono da Harley Davidson con meno di un cavallo per pollice cubo. Questo ti dice che c’è un sacco di guadagni di potenza lasciati sul tavolo. Il nostro aggiornamento di porting della testa del cilindro porterà il vostro CVO alla vita.
Dai un’occhiata alle foto qui sotto. Potete vedere come il nostro esperto porter testa cilindro rimodella le porte di aspirazione e scarico. Questo rimodellamento è un’arte raffinata che può essere realizzata solo con anni di esperienza. Con oltre 30 anni di progettazione del porting della testa in varie forme di motorsports, il nostro portatore della testa del cilindro può fare le teste sulla vostra bici fluire la maggior parte dell’aria con velocità massima.
Incluso nell’aggiornamento per il CVO 110 è un lavoro professionale della valvola per mescolarsi con il servizio di porting della testata. I CVO sono dotati di valvole di grandi dimensioni davanti alla fabbrica, quindi non è necessario acquistare valvole più grandi a meno che non si stia andando per il nostro kit di potenza finale. Il nostro kit CVO 110 extreme horsepower include il nostro nuovo pistone CVO 110 personalizzato. Il nuovo pistone urterà il 110 fino a un motore da 113 pollici cubici. Basta dare DC V-TWIN una chiamata per tutte le vostre esigenze di porting testata al 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING “INTAKE & EXHAUST PORT”
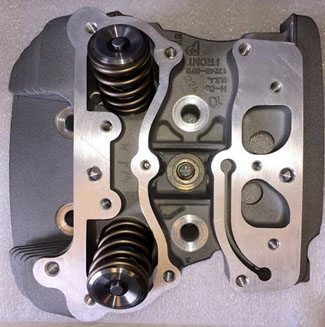

CVO 110 CUSTOM CYLINDER HEAD PORTING “CHAMBER & VALVE SPRINGS WITH TITANIUM FERMI ”
CVO 110 AGGIORNAMENTO PISTONI PERSONALIZZATI
DC V-Twin è ora offrendo pistoni personalizzati per il vostro CVO 110 che aggiorna il CVO 110 a un motore da 113 pollici cubi. Questi pistoni CVO 110 personalizzati sono stati progettati specificamente per aggiornare il tuo lento CVO 110. Il CVO 110 produce tipicamente quasi 90 cavalli da Harley Davidson. Quando si aggiorna con pistoni personalizzati di DC V-Twin, la tua moto farà 120 a 140 più cavalli.
Abbina i pistoni di aggiornamento CVO 110 con il porting della testa del cilindro DC V-Twin e una nuova cam per ottenere facilmente 120 più cavalli o puoi portarlo al livello successivo con valvole, camma, porting della testa del cilindro, corpo farfallato e, naturalmente, i pistoni CVO 110 personalizzati per ottenere oltre 140 cavalli. I pistoni custom CVO 110 sono disponibili con una cupola personalizzata per massimizzare la compressione che manca da Harley Davidson. I pistoni sono realizzati su misura in un foro 4.060 per ottenere i pollici cubici necessari per prendere questi CVO 110 a 113. I cilindri di riserva terranno il 4.060 quindi non è necessario acquistare cilindri aftermarket.
Questo aggiornamento CVO da 140 cavalli è spiegato in dettaglio nella sezione dell’articolo sulla home page. Lascia la tua moto la potenza di cui ha bisogno per passare con facilità eva quando si guida due up. L’aggiornamento CVO da 140 cavalli è esclusivo di DC V-Twin ed è stato sviluppato da DC V-Twins su Derek Churchwell.