Le portage de culasse fait référence au processus de modification des orifices d’admission et d’échappement d’un moteur à combustion interne pour améliorer la qualité et la quantité du flux d’air. Les culasses, telles que fabriquées, sont généralement sous-optimales en raison des contraintes de conception et de fabrication. Le portage des têtes fournit l’attention finement détaillée requise pour amener le moteur au plus haut niveau d’efficacité. Plus que tout autre facteur unique, le processus de portage est responsable de la puissance élevée des moteurs modernes.
Ce procédé peut être appliqué à un moteur de course standard pour optimiser sa puissance de sortie ainsi qu’à un moteur de production pour le transformer en moteur de course, pour améliorer sa puissance de sortie pour une utilisation quotidienne ou pour modifier ses caractéristiques de puissance de sortie en fonction d’une application particulière.
L’expérience humaine quotidienne avec l’air donne l’impression que l’air est léger et presque inexistant lorsque nous le traversons lentement. Cependant, un moteur tournant à grande vitesse éprouve une substance totalement différente. Dans ce contexte, l’air peut être considéré comme épais, collant, élastique, gluant et lourd. Le pompage est un problème majeur pour les moteurs fonctionnant à vitesse élevée, le portage de la tête aide donc à atténuer cela.
Modifications des orifices
Lorsqu’une modification est décidée par un test de débit minutieux avec un banc de débit d’air, le matériau d’origine de la paroi des orifices peut être soigneusement remodelé à la main avec des meuleuses à matrice ou par des fraiseuses à commande numérique. Pour les modifications majeures, les ports doivent être soudés ou construits de la même manière pour ajouter du matériau là où il n’en existait pas.
 |
|
|
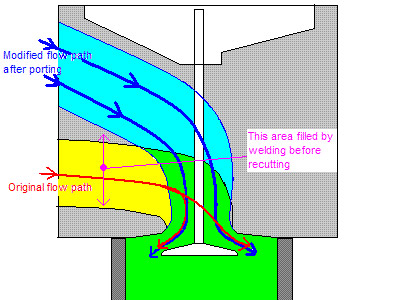
Cette illustration montre la différence entre un port peu performant et une excellente conception après la modification du portage. La différence entre les deux montre l’idée générale d’améliorer le flux de port. Plus haut et plus droit est meilleur pour la puissance de pointe. La modification indiquée est communément appelée « augmentation de l’angle de descente » et est limitée par des contraintes mécaniques telles que la hauteur de la baie du moteur, la quantité de matériau dans la coulée mère ou le déplacement du pignon de soupape pour s’adapter à la tige de soupape plus longue. Les modifications de cet extrême sont rarement effectuées. |
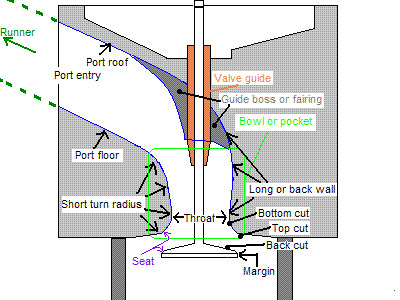
Parties du port et leur terminologie. |
Portage et polissage
Il est communément admis que l’agrandissement des ports à la taille maximale possible et l’application d’une finition miroir sont ce qu’est le portage. Cependant, ce n’est pas le cas. Certains ports peuvent être agrandis à leur taille maximale possible (en accord avec le plus haut niveau d’efficacité aérodynamique), mais ces moteurs sont des unités très développées à très grande vitesse où la taille réelle des ports est devenue une restriction. Les ports plus grands font circuler plus de carburant / air à des TR / min plus élevés, mais sacrifient le couple à des TR / min plus bas en raison de la vitesse de carburant / air plus faible. Une finition miroir du port ne fournit pas l’augmentation que suggère l’intuition. En fait, dans les systèmes d’admission, la surface est généralement délibérément texturée à un degré de rugosité uniforme pour encourager le carburant déposé sur les parois du port à s’évaporer rapidement. Une surface rugueuse sur des zones sélectionnées de l’orifice peut également modifier l’écoulement en alimentant la couche limite, ce qui peut modifier sensiblement le trajet de l’écoulement, ce qui peut augmenter le débit. Ceci est similaire à ce que font les fossettes d’une balle de golf. Les tests au banc d’écoulement montrent que la différence entre un orifice d’admission fini en miroir et un orifice à texture rugueuse est généralement inférieure à 1%. La différence entre un port lisse au toucher et une surface miroir optiquement n’est pas mesurable par des moyens ordinaires. Les orifices d’échappement peuvent être de finition lisse en raison du débit de gaz sec et dans l’intérêt de minimiser l’accumulation de sous-produits d’échappement. Une finition de grain 300 – 400 suivie d’un chamois léger est généralement considérée comme représentative d’une finition presque optimale pour les orifices de gaz d’échappement.
La raison pour laquelle les orifices polis ne sont pas avantageux du point de vue de l’écoulement est qu’à l’interface entre la paroi métallique et l’air, la vitesse de l’air est NULLE. Cela est dû à l’action de mouillage de l’air et même de tous les fluides. La première couche de molécules adhère à la paroi et ne bouge pas de manière significative. Le reste du champ d’écoulement doit cisailler au-delà, ce qui développe un profil de vitesse (ou gradient) à travers le conduit. Pour que la rugosité de surface impacte sensiblement l’écoulement, les points hauts doivent être suffisamment hauts pour faire saillie dans l’air se déplaçant plus rapidement vers le centre. Seule une surface très rugueuse le fait.
Travail de soupape
Le travail de soupape est une opération qui est effectuée sur un moteur à combustion interne à cycle à quatre temps quelconque, dont le but est de refaire surface des surfaces de contact des soupapes à clapet et de leurs sièges de soupape respectifs qui contrôlent l’admission et l’échappement du mélange air / carburant qui alimente le mouvement des pistons après le cycle de démarrage.
Dans les premiers moteurs automobiles, les soupapes devaient être retirées et les surfaces d’étanchéité poncées, rectifiées ou rodées plusieurs fois pendant la durée de vie d’un moteur typique. Au fil des décennies, cependant, les moteurs fonctionnaient plus propres et l’ajout d’ingasoline de tétraéthyl-plomb signifiait que cet entretien devenait moins fréquent. Aujourd’hui, les travaux de vannes sont rarement effectués sur les voitures particulières à des fins d’entretien, bien qu’ils soient encore assez courants avec les voitures hautes performances. Parmi les raisons qui peuvent induire la nécessité d’un travail de vanne chez un passager moderne, citons: un régime de rotation excessif, un kilométrage élevé, une surchauffe, une défaillance matérielle et des dommages causés par des corps étrangers (FOD)
Il est préférable de faire un travail de vanne avec des meules et des outils électriques ou pneumatiques. Un composé de rodage et un outil de rodage peuvent être utilisés et sont plus économiques pour la réparation automobile à domicile, mais le rodage ne donnera que des résultats limités et ne sera pas efficace sur une vanne ou un siège avec autre chose que de très légères usures ou dommages.
Les moteurs modernes ont des culasses en fer ou en aluminium. Les culasses en fer ont le plus souvent des sièges de soupape en fer intégrés. Ces sièges sont les plus doux et les plus sensibles à l’usure parmi les moteurs modernes. Les culasses en aluminium, cependant, ont des sièges de soupapes en acier trempé, car l’aluminium ferait un siège très pauvre. Ces sièges en acier trempé sont nettement meilleurs que les sièges intégrés d’une tête en fer et peuvent être relativement facilement retirés et remplacés si nécessaire. Si un siège en fer intégral doit être remplacé, le siège doit être fraisé pour permettre l’insertion d’un nouveau siège. Le nouveau siège est ensuite installé avec l’application d’une colle / adhésif métallique à haute résistance. Une fois installé, le siège est rectifié à l’angle et à la largeur corrects.
Les soupapes et les sièges auront généralement le même angle pour s’accoupler correctement. Cet angle est généralement de 45 degrés, mais 30 degrés peuvent être trouvés dans de nombreuses applications modernes. L’angle d’accouplement est souvent accompagné de coupes d’angle supérieures et inférieures de 15 degrés de déviation de chaque côté de l’angle d’accouplement. Pour un siège à 45 degrés, l’angle supérieur serait de 30 et le bas serait de 60). Cette méthode augmente le débit d’air, ce qui améliore légèrement la puissance, la réponse et l’efficacité.
L’angle d’accouplement d’un siège d’admission sera généralement la moitié de la largeur de la face de soupape (sur un moteur d’origine). Les applications hautes performances auront souvent un siège d’accouplement d’admission très mince d’environ.025″ à.030″. Les sièges d’échappement devraient être d’environ.060″ de moins que la face de soupape, la surface de contact du siège étant.030 » du haut et du bas de la face de la vanne (en plaçant l’accouplement des deux au milieu de la face de la vanne).
Les vannes doivent être inspectées pour détecter les dommages qui empêcheront le bon fonctionnement et pourraient entraîner une défaillance catastrophique. La fissuration, les piqûres, la canalisation et la combustion sont des problèmes typiques menant au remplacement de la vanne. Même les fissures de la ligne des cheveux rendent une valve inutilisable. Les piqûres sont autorisées en petites quantités, mais ne doivent pas être présentes sur la face, la marge ou la tige. La canalisation est le résultat d’un chauffage inégal d’une vanne (généralement dû à une mauvaise assise pendant le fonctionnement), et se manifeste par une décoloration thermique de forme ovale au fond de la vanne et souvent visible à la base de la tige de la vanne. La canalisation qui se poursuit conduira à une vanne brûlée, ce qui entraînera la fusion d’une partie de la vanne. Si un moteur est soumis à un régime excessif ou à un arrêt soudain, toutes les soupapes doivent être inspectées pour vérifier leur rectitude. Si une vanne est pliée, cela entraînera une défaillance très rapidement et endommagera souvent d’autres pièces telles que les pistons, les parois des cylindres, les autres vannes, les guides de soupape et les composants du train de soupapes.
Certaines voitures plus anciennes ont des sièges de soupapes relativement mous qui s’usent plus rapidement lorsqu’elles fonctionnent sans carburant au plomb. Ceux-ci peuvent généralement être mis à jour avec des sièges de soupapes durcis qui résistent à l’usure, que le carburant au plomb ou sans plomb soit utilisé.
CVO 110 Mise à niveau vers CVO 113
125 à 140 chevaux
Portage de culasse CVO 110 pour une puissance maximale
DC V-TWIN propose le dernier portage de culasse pour améliorer votre CVO 110. Les CVO proviennent de Harley Davidson avec moins d’une puissance par pouce cube. Cela vous indique qu’il reste beaucoup de gains de puissance sur la table. Notre mise à niveau de portage de culasse donnera vie à votre CVO.
Regardez les photos ci-dessous. Vous pouvez voir comment notre expert porte-culasse remodèle les orifices d’admission et d’échappement. Ce remodelage est un art qui ne peut être accompli qu’avec des années d’expérience. Avec plus de 30 ans de conception de portage de tête dans diverses formes de sports mécaniques, notre porte-culasse peut faire en sorte que les têtes de votre vélo coulent le plus d’air avec une vitesse maximale.
La mise à niveau du CVO 110 comprend un travail de soupape professionnel pour se fondre dans le service de portage de culasse. Les CVO sont livrés avec de grandes soupapes à l’avant de l’usine, il n’est donc pas nécessaire d’acheter des soupapes plus grandes, sauf si vous optez pour notre kit de puissance ultime. Notre kit de puissance extrême CVO 110 comprend notre nouveau piston CVO 110 personnalisé. Le nouveau piston cognera le 110 jusqu’à un moteur de 113 pouces cubes. Appelez simplement DC V-TWIN pour tous vos besoins de portage de culasse au 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING « INTAKE & EXHAUST PORT”
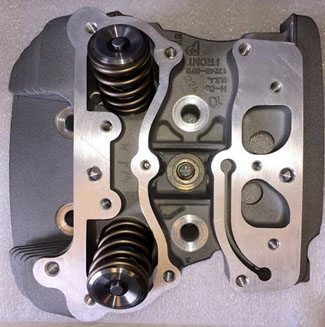

CVO 110 CUSTOM CYLINDER HEAD PORTING « CHAMBER & VALVE SPRINGS WITH TITANIUM DISPOSITIFS DE RETENUE «
CVO 110 MISE À NIVEAU DES PISTONS PERSONNALISÉS
DC V-Twin propose désormais des pistons personnalisés pour votre CVO 110 qui met à niveau le CVO 110 vers un moteur de 113 pouces cubes. Ces pistons CVO 110 personnalisés ont été conçus spécifiquement pour améliorer votre CVO 110 lent. Le CVO 110 produit généralement près de 90 chevaux de Harley Davidson. Lorsque vous mettez à niveau avec les pistons personnalisés de DC V-Twin, votre vélo produira de 120 à 140 chevaux et plus.
Associez les pistons de mise à niveau CVO 110 au portage de la culasse de DC V-Twin et à une nouvelle came pour obtenir facilement plus de 120 chevaux ou vous pouvez passer au niveau supérieur avec des soupapes, une came, un portage de la culasse, un corps de papillon et bien sûr les pistons CVO 110 personnalisés pour faire plus de 140 chevaux. Les pistons custom CVO 110 sont disponibles avec un dôme personnalisé pour maximiser la compression qui fait défaut à Harley Davidson. Les pistons sont fabriqués sur mesure dans un alésage de 4.060 pour gagner les pouces cubes nécessaires pour porter ces CVO 110 à 113. Vos cylindres d’origine tiendront le 4.060 il n’est donc pas nécessaire d’acheter des cylindres de rechange.
Cette mise à niveau CVO de plus de 140 chevaux est expliquée en détail dans la section article sur la page d’accueil. Donnez à votre vélo la puissance dont il a besoin pour passer facilement la veille lorsque vous roulez à deux. La mise à niveau CVO de plus de 140 chevaux est exclusive à DC V-Twin et a été développée par DC V-Twins sur Derek Churchwell.