Contexte
Le papier d’aluminium est fabriqué à partir d’un alliage d’aluminium contenant entre 92 et 99% d’aluminium. Habituellement entre 0,00017 et 0,0059 pouces d’épaisseur, la feuille est produite dans de nombreuses largeurs et résistances pour des centaines d’applications. Il est utilisé pour fabriquer des isolants thermiques pour l’industrie de la construction, des stocks d’ailettes pour climatiseurs, des bobines électriques pour transformateurs, des condensateurs pour radios et téléviseurs, des isolants pour réservoirs de stockage, des produits décoratifs, des conteneurs et des emballages. La popularité du papier d’aluminium pour tant d’applications est due à plusieurs avantages majeurs, l’un des plus importants étant que les matières premières nécessaires à sa fabrication sont abondantes. Le papier d’aluminium est peu coûteux, durable, non toxique et résistant à la graisse. De plus, il résiste aux attaques chimiques et offre un excellent blindage électrique et non magnétique.
Les expéditions (en 1991) de papier d’aluminium ont totalisé 913 millions de livres, les emballages représentant soixante-quinze pour cent du marché du papier d’aluminium. La popularité du papier d’aluminium en tant que matériau d’emballage est due à son excellente imperméabilité à la vapeur d’eau et aux gaz. Il prolonge également la durée de conservation, utilise moins d’espace de stockage et génère moins de déchets que de nombreux autres matériaux d’emballage. La préférence pour l’aluminium dans les emballages souples est donc devenue un phénomène mondial. Au Japon, le papier d’aluminium est utilisé comme composant de barrière dans les boîtes flexibles. En Europe, les emballages souples en aluminium dominent le marché des emballages sous blisters pharmaceutiques et des emballages de bonbons. La boîte à boissons aseptique, qui utilise une fine couche de papier d’aluminium comme barrière contre l’oxygène, la lumière et les odeurs, est également très populaire dans le monde entier.
L’aluminium est le plus récemment découvert des métaux que l’industrie moderne utilise en grande quantité. Connus sous le nom d ‘ »alumine », les composés d’aluminium étaient utilisés pour préparer des médicaments dans l’Égypte ancienne et pour fixer des colorants pour tissus au Moyen Âge. Au début du XVIIIe siècle, les scientifiques soupçonnaient que ces composés contenaient un métal et, en 1807, le chimiste anglais Sir Humphry Davy tenta de l’isoler. Bien que ses efforts aient échoué, Davy a confirmé que l’alumine avait une base métallique, qu’il a d’abord appelée « alumium. »Davy a plus tard changé cela en « aluminium » et, alors que les scientifiques de nombreux pays orthographient le terme « aluminium », la plupart des Américains utilisent l’orthographe révisée de Davy. En 1825, un chimiste danois nommé Hans Christian Ørsted a réussi à isoler l’aluminium et, vingt ans plus tard, un physicien allemand nommé Friedrich Wohler a pu créer de plus grosses particules du métal; cependant, les particules de Wohler n’avaient encore que la taille de têtes d’épingle. En 1854, Henri Sainte-Claire Deville, un scientifique français, affina suffisamment la méthode de Wohler pour créer des grumeaux d’aluminium aussi gros que des billes. Le procédé de Deville a servi de base à l’industrie moderne de l’aluminium, et les premières barres d’aluminium fabriquées ont été exposées en 1855 à l’Exposition universelle de Paris.
À ce stade, le coût élevé de l’isolement du métal nouvellement découvert limitait ses utilisations industrielles. Cependant, en 1866, deux scientifiques travaillant séparément aux États-Unis et en France ont développé simultanément ce qui est devenu connu sous le nom de méthode de Hall-Héroult pour séparer l’alumine de l’oxygène en appliquant un courant électrique. Alors que Charles Hall et Paul-Louis-Toussaint Héroult ont breveté leurs découvertes, en Amérique et en France respectivement, Hall a été le premier à reconnaître le potentiel financier de son procédé de purification. En 1888
avec plusieurs partenaires, il fonde la Pittsburgh Reduction Company, qui produit les premiers lingots d’aluminium cette année-là. Utilisant l’hydroélectricité pour alimenter une grande nouvelle usine de conversion près des chutes du Niagara et répondant à la demande industrielle croissante d’aluminium, la société de Hall, rebaptisée Aluminum Company of America (Alcoa) en 1907, prospère. Héroult fonda plus tard la société Aluminium-Industrie-Aktien-Gesellschaft en Suisse. Encouragés par la demande croissante d’aluminium pendant les Guerres mondiales I et II, la plupart des autres pays industrialisés ont commencé à produire leur propre aluminium. En 1903, la France est devenue le premier pays à produire du papier d’aluminium purifié. Les États-Unis ont emboîté le pas une décennie plus tard, sa première utilisation du nouveau produit étant des bandes de pattes pour identifier les pigeons voyageurs. Le papier d’aluminium a rapidement été utilisé pour les conteneurs et les emballages, et la Seconde Guerre mondiale a accéléré cette tendance, établissant le papier d’aluminium comme matériau d’emballage majeur. Jusqu’à la Seconde Guerre mondiale, Alcoa est resté le seul fabricant américain d’aluminium purifié, mais il existe aujourd’hui sept principaux producteurs de papier d’aluminium situés aux États-Unis.
Matières premières
L’aluminium figure parmi les éléments les plus abondants: après l’oxygène et le silicium, c’est l’élément le plus abondant trouvé à la surface de la terre, constituant plus de huit pour cent de la croûte jusqu’à une profondeur de dix miles et apparaissant dans presque toutes les roches communes. Cependant, l’aluminium ne se présente pas sous sa forme métallique pure, mais plutôt sous forme d’oxyde d’aluminium hydraté (un mélange d’eau et d’alumine) combiné à de la silice, de l’oxyde de fer et de la titanie. Le minerai d’aluminium le plus important est la bauxite, du nom de la ville française des Baux où elle a été découverte en 1821. La bauxite contient du fer et de l’oxyde d’aluminium hydraté, ce dernier représentant son matériau constitutif le plus important. À l’heure actuelle, la bauxite est suffisamment abondante pour que seuls les dépôts ayant une teneur en oxyde d’aluminium de quarante-cinq pour cent ou plus soient extraits pour fabriquer de l’aluminium. Des gisements concentrés se trouvent dans les hémisphères nord et sud, la majeure partie du minerai utilisé aux États-Unis provenant des Antilles, de l’Amérique du Nord et de l’Australie. Étant donné que la bauxite se trouve si près de la surface de la terre, les procédures d’extraction sont relativement simples. Les explosifs sont utilisés pour ouvrir de grandes fosses dans des lits de bauxite, après quoi les couches supérieures de saleté et de roche sont éliminées. Le minerai exposé est ensuite retiré à l’aide de chargeurs frontaux, empilé dans des camions ou des wagons de chemin de fer et transporté vers des usines de traitement. La bauxite est lourde (généralement, une tonne d’aluminium peut être produite à partir de quatre à six tonnes du minerai), donc, pour réduire
le coût de son transport, ces usines sont souvent situées au plus près des mines de bauxite.
Le procédé de fabrication
L’extraction de l’aluminium pur de la bauxite comporte deux procédés. Tout d’abord, le minerai est raffiné pour éliminer les impuretés telles que l’oxyde de fer, la silice, le titane et l’eau. Ensuite, l’oxyde d’aluminium résultant est fondu pour produire de l’aluminium pur. Après cela, l’aluminium est laminé pour produire une feuille.
Raffinage — procédé Bayer
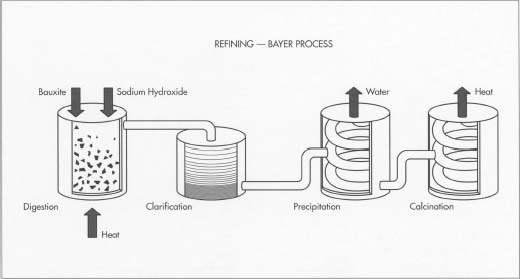
- 1 Le procédé Bayer utilisé pour raffiner la bauxite comprend quatre étapes : digestion, clarification, précipitation et calcination. Pendant l’étape de digestion, la bauxite est broyée et mélangée à de l’hydroxyde de sodium avant d’être pompée dans de grands réservoirs sous pression. Dans ces réservoirs, appelés digesteurs, la combinaison de l’hydroxyde de sodium, de la chaleur et de la pression décompose le minerai en une solution saturée d’aluminate de sodium et de contaminants insolubles, qui se déposent au fond.
- 2 La phase suivante du processus, la clarification, consiste à envoyer la solution et les contaminants à travers un ensemble de réservoirs et de presses. Au cours de cette étape, des filtres en tissu emprisonnent les contaminants, qui sont ensuite éliminés. Après une nouvelle filtration, la solution restante est transportée dans une tour de refroidissement.
- 3 Dans l’étape suivante, la précipitation, la solution d’oxyde d’aluminium se déplace dans un grand silo, où, dans une adaptation de la méthode de Deville, le fluide est ensemencé avec des cristaux d’aluminium hydraté pour favoriser la formation de particules d’aluminium. Lorsque les cristaux de graines attirent d’autres cristaux dans la solution, de grandes touffes d’hydrate d’aluminium commencent à se former. Ceux-ci sont d’abord filtrés puis rincés.
- 4 La calcination, la dernière étape du processus de raffinement Bayer, consiste à exposer l’hydrate d’aluminium à des températures élevées. Cette chaleur extrême déshydrate le matériau, laissant un résidu de fine poudre blanche : l’oxyde d’aluminium.
Fusion
- 5 La fusion, qui sépare le composé aluminium-oxygène (alumine) produit par le procédé Bayer, est la prochaine étape de l’extraction de l’aluminium métallique pur de la bauxite. Bien que le procédé actuellement utilisé dérive de la méthode électrolytique inventée simultanément par Charles Hall et Paul-Louis-Toussaint Héroult à la fin du XIXe siècle, il a été modernisé. Tout d’abord, l’alumine est dissoute dans une cellule de fusion, un moule en acier profond recouvert de carbone et rempli d’un conducteur de liquide chauffé constitué principalement de cryolite composée d’aluminium.
- 6 Ensuite, un courant électrique traverse la cryolite, provoquant la formation d’une croûte au-dessus de la masse fondue d’alumine. Lorsque de l’alumine supplémentaire est périodiquement agitée dans le mélange, cette croûte est cassée et agitée également. Lorsque l’alumine se dissout, elle se décompose électrolytiquement pour produire une couche d’aluminium pur et fondu au fond de la cellule de fusion. L’oxygène fusionne avec le carbone utilisé pour tapisser la cellule et s’échappe sous forme de dioxyde de carbone.
- 7 Toujours sous forme fondue, l’aluminium purifié est soutiré des cellules de fusion, transféré dans des creusets et vidé dans des fours. À ce stade, d’autres éléments peuvent être ajoutés pour produire des alliages d’aluminium présentant des caractéristiques appropriées au produit final, bien que la feuille soit généralement fabriquée à partir d’aluminium pur à 99,8 ou 99,9%. Le liquide est ensuite versé dans des dispositifs de coulée directe à froid, où il se refroidit en grandes dalles appelées « lingots » ou « stock de reroll ». »Après avoir été recuits – traités thermiquement pour améliorer la maniabilité — les lingots conviennent au laminage en feuille.
 est produite à partir de stock d’aluminium en le roulant entre des rouleaux lourds. Le laminage produit deux finitions naturelles sur la feuille, brillante et mate. Lorsque la feuille émerge des rouleaux, des couteaux circulaires la coupent en morceaux rectangulaires.
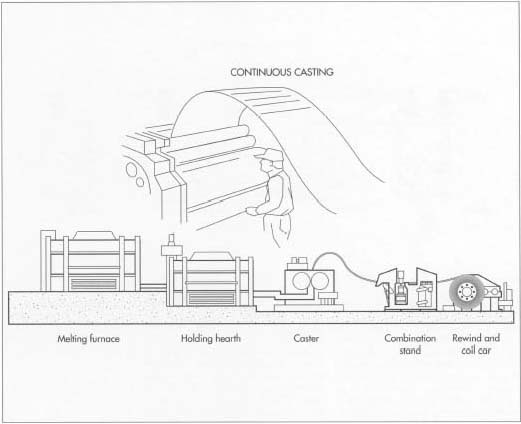
est produite à partir de stock d’aluminium en le roulant entre des rouleaux lourds. Le laminage produit deux finitions naturelles sur la feuille, brillante et mate. Lorsque la feuille émerge des rouleaux, des couteaux circulaires la coupent en morceaux rectangulaires. - Une méthode alternative à la fusion et à la coulée de l’aluminium est appelée « coulée continue. »Ce processus implique une ligne de production composée d’un four de fusion, d’un foyer de maintien pour contenir le métal fondu, d’un système de transfert, d’une unité de coulée, d’une unité combinée composée de rouleaux de pincement, de cisaillement et de bride, et d’une voiture de rembobinage et de bobine. Les deux méthodes produisent des stocks d’épaisseurs allant de 0,125 à 0,250 pouce (0,317 à 0,635 centimètre) et de différentes largeurs. L’avantage du procédé de coulée continue est qu’il ne nécessite pas d’étape de recuit avant le laminage de la feuille, comme le fait le processus de fusion et de coulée, car le recuit est automatiquement réalisé pendant le processus de coulée.
Feuille de laminage
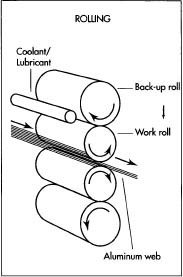
- 8Une fois le papier d’aluminium fabriqué, il doit être réduit en épaisseur pour fabriquer le papier d’aluminium. Ceci est accompli dans un laminoir, où le matériau est passé plusieurs fois à travers des rouleaux métalliques appelés rouleaux de travail. Lorsque les feuilles (ou bandes) d’aluminium traversent les rouleaux, elles sont plus minces et extrudées à travers l’espace entre les rouleaux. Les rouleaux de travail sont associés à des rouleaux plus lourds appelés rouleaux de secours, qui exercent une pression pour aider à maintenir la stabilité des rouleaux de travail. Cela permet de maintenir les dimensions du produit dans les tolérances. Les rouleaux de travail et de secours tournent dans des directions opposées. Des lubrifiants sont ajoutés pour faciliter le processus de laminage. Au cours de ce processus de laminage, l’aluminium doit parfois être recuit (traité thermiquement) pour maintenir sa maniabilité.
- La réduction de la feuille est contrôlée en ajustant le régime des rouleaux et la viscosité (la résistance à l’écoulement), la quantité et la température des lubrifiants à rouler. L’écart du rouleau détermine à la fois l’épaisseur et la longueur de la feuille sortant du broyeur. Cet espace peut être ajusté en soulevant ou en abaissant le rouleau de travail supérieur. Le laminage produit deux finitions naturelles sur la feuille, brillante et mate. La finition brillante est produite lorsque la feuille entre en contact avec les surfaces du rouleau de travail. Pour produire la finition mate, deux feuilles doivent être emballées ensemble et roulées simultanément; lorsque cela est fait, les côtés qui se touchent se retrouvent avec une finition mate. D’autres méthodes de finition mécanique, généralement produites lors des opérations de conversion, peuvent être utilisées pour produire certains motifs.
- 9 Lorsque les feuilles d’aluminium passent à travers les rouleaux, elles sont coupées et fendues avec des couteaux circulaires ou en forme de rasoir installés sur le laminoir. La coupe fait référence aux bords de la feuille, tandis que la fente consiste à couper la feuille en plusieurs feuilles. Ces étapes sont utilisées pour produire des largeurs enroulées étroites, pour couper les bords des pièces enduites ou stratifiées et pour produire des pièces rectangulaires. Pour certaines opérations de fabrication et de conversion, les bandes qui ont été brisées pendant le laminage doivent être réassemblées ou épissées. Les types courants d’épissures pour joindre des bandes d’aluminium ordinaire et / ou d’aluminium soutenu comprennent le ruban de thermoscellage à ultrasons, le ruban de scellage sous pression et le soudage électrique. L’épissure à ultrasons utilise une soudure à l’état solide – réalisée avec un transducteur à ultrasons — dans le métal chevauché.
Procédés de finition
- 10 Pour de nombreuses applications, la feuille est utilisée en combinaison avec d’autres matériaux. Il peut être revêtu d’une large gamme de matériaux, tels que des polymères et des résines, à des fins décoratives, protectrices ou thermoscellantes. Il peut être stratifié sur des papiers, des cartons et des films plastiques. Il peut également être coupé, façonné dans n’importe quelle forme, imprimé, gaufré, fendu en bandes, recouvert, gravé et anodisé. Une fois la feuille dans son état final, elle est emballée en conséquence et expédiée au client.
Contrôle de la qualité
En plus du contrôle en cours de processus de paramètres tels que la température et le temps, le produit en aluminium fini doit répondre à certaines exigences. Par exemple, il a été constaté que différents procédés de conversion et utilisations finales nécessitaient différents degrés de sécheresse sur la surface de la feuille pour des performances satisfaisantes. Un test de mouillabilité est utilisé pour déterminer la sécheresse. Dans cet essai, différentes solutions d’alcool éthylique dans de l’eau distillée, par incréments de dix pour cent en volume, sont versées en flux uniforme sur la surface de la feuille. Si aucune goutte ne se forme, la mouillabilité est nulle. Le processus se poursuit jusqu’à ce qu’il soit déterminé quel pourcentage minimum de solution d’alcool mouillera complètement la surface de la feuille.
D’autres propriétés importantes sont l’épaisseur et la résistance à la traction. Des méthodes d’essai standard ont été développées par l’American Society For Testing and Materials (ASTM). L’épaisseur est déterminée en pesant un échantillon et en mesurant sa surface, puis en divisant le poids par le produit de la surface multiplié par la densité de l’alliage. Les essais de tension de la feuille doivent être soigneusement contrôlés car les résultats des essais peuvent être affectés par des bords rugueux et la présence de petits défauts, ainsi que par d’autres variables. L’échantillon est placé dans une poignée et une force de traction ou de traction est appliquée jusqu’à ce que l’échantillon se fracture. La force ou la force requise pour casser l’échantillon est mesurée.
L’avenir
La popularité du papier d’aluminium, en particulier pour les emballages souples, continuera de croître. Les sachets à quatre faces scellés à ailettes ont acquis une grande popularité pour les applications alimentaires militaires, médicales et de vente au détail et, dans de plus grandes tailles, pour les packs de restauration institutionnels. Des sachets ont également été introduits pour l’emballage de 1,06 à 4,75 gallons (4 à 18 litres) de vin pour les marchés de détail et de restauration, ainsi que pour d’autres marchés de restauration. En outre, d’autres produits continuent d’être développés pour d’autres applications. L’augmentation de la popularité des fours à micro-ondes a entraîné le développement de plusieurs formes de récipients semi-rigides à base d’aluminium conçus spécifiquement pour ces fours. Plus récemment, des feuilles de cuisson spéciales pour le barbecue ont été développées.
Cependant, même le papier d’aluminium est examiné en ce qui concerne son respect de l’environnement. »Par conséquent, les fabricants intensifient leurs efforts dans le domaine du recyclage; en fait, tous les producteurs de papier d’aluminium américains ont commencé des programmes de recyclage, même si le tonnage total et le taux de capture du papier d’aluminium sont beaucoup plus faibles que ceux des boîtes en aluminium faciles à recycler. Le papier d’aluminium a déjà l’avantage d’être léger et petit, ce qui contribue à réduire sa contribution au flux de déchets solides. En fait, les emballages en papier d’aluminium laminé ne représentent que 17 / lOOths d’un pour cent des déchets solides américains.
Pour les déchets d’emballage, la solution la plus prometteuse peut être la réduction à la source. Par exemple, l’emballage de 65 livres (29,51 kilogrammes) de café dans des boîtes en acier nécessite 20 livres (9,08 kilogrammes) d’acier, mais seulement trois livres (4,08 kilogrammes) d’emballage stratifié, y compris du papier d’aluminium. Un tel emballage prend également moins de place dans la décharge. La division des feuilles d’aluminium de l’Association de l’aluminium développe même un programme éducatif sur les feuilles d’aluminium pour les universités et les concepteurs d’emballages professionnels afin d’aider à informer ces concepteurs des avantages du passage à l’emballage flexible.
Le papier d’aluminium consomme également moins d’énergie lors de la fabrication et de la distribution, les déchets en usine étant recyclés. En fait, l’aluminium recyclé, y compris les canettes et les feuilles d’aluminium, représente plus de 30% de l’approvisionnement annuel en métal de l’industrie. Ce nombre augmente depuis plusieurs années et devrait se poursuivre. De plus, les procédés utilisés lors de la fabrication des feuilles sont améliorés pour réduire la pollution atmosphérique et les déchets dangereux.
Où En Savoir Plus
Livres
Papier D’aluminium. L’Association de l’aluminium. 1981.
Périodiques
« Les qualités de barrière Stimulent La Croissance des Emballages En papier D’aluminium », Actualités FoilPak. L’Association de l’aluminium. Automne 1992.
« Les Meilleures Façons de garder les Aliments frais: Un Tour d’horizon des Emballages, Sacs et contenants les Plus efficaces et les Plus économiques », Consumer Reports. Février 1989, p. 120+.
Gracey, Kathryn K. « L’aluminium dans les micro-ondes », Consumers’ Research Magazine. Janvier 1989, p. 2.
« Promouvoir une cuisine uniforme avec du papier d’aluminium », Southern Living. Décembre 1987, p. 130 et 131.
— L. S. Millberg