La portación de culata se refiere al proceso de modificación de los puertos de admisión y escape de un motor de combustión interna para mejorar la calidad y cantidad del flujo de aire. Las culatas de cilindro, tal como se fabrican, suelen ser subóptimas debido a las limitaciones de diseño y fabricación. Portar los cabezales proporciona la atención finamente detallada necesaria para llevar el motor al más alto nivel de eficiencia. Más que cualquier otro factor, el proceso de transferencia es responsable de la alta potencia de salida de los motores modernos.
Este proceso se puede aplicar a un motor de carreras estándar para optimizar su potencia, así como a un motor de producción para convertirlo en un motor de carreras, para mejorar su potencia de salida para el uso diario o para alterar sus características de potencia de salida para adaptarse a una aplicación en particular.
La experiencia humana diaria con el aire da la impresión de que el aire es ligero y casi inexistente a medida que avanzamos lentamente a través de él. Sin embargo, un motor que funciona a alta velocidad experimenta una sustancia totalmente diferente. En ese contexto, el aire puede considerarse grueso, pegajoso, elástico, pegajoso y pesado. Bombearlo es un problema importante para los motores que funcionan a velocidad, por lo que la portabilidad de la cabeza ayuda a aliviar esto.
Modificaciones de puertos
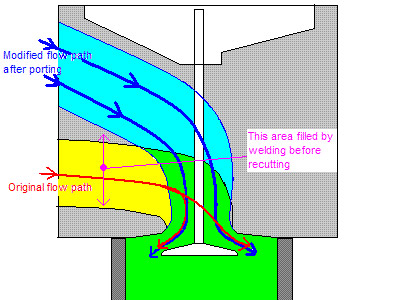
Cuando se decide una modificación a través de una cuidadosa prueba de flujo con un banco de flujo de aire, el material original de la pared del puerto se puede remodelar cuidadosamente a mano con amoladoras de troqueles o mediante fresadoras controladas numéricamente. Para modificaciones importantes, los puertos deben soldarse o construirse de manera similar para agregar material donde no existía.
 |
|
|
en Esta ilustración se muestra la diferencia entre un pobre desempeño puerto y un excelente diseño después de trasladar la modificación. La diferencia entre los dos muestra la idea general de mejorar el flujo portuario. Más alto y recto es mejor para la potencia máxima. La modificación que se muestra se conoce comúnmente como «aumento del ángulo de inclinación descendente», y está limitada por restricciones mecánicas como la altura del compartimiento del motor, la cantidad de material en la fundición principal o la reubicación del engranaje de válvula para acomodar el vástago de válvula más largo. Las modificaciones de este extremo rara vez se hacen. |
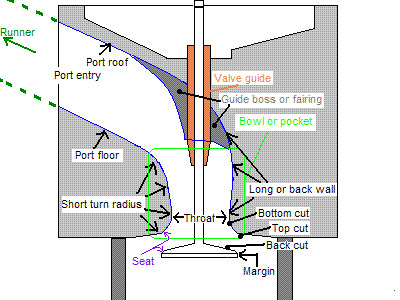
Partes de el puerto y su terminología. |
Portar y pulir
Popularmente se sostiene que lo que es portar es ampliar los puertos al tamaño máximo posible y aplicar un acabado de espejo. Sin embargo, no es así. Algunos puertos pueden ser ampliados a su tamaño máximo posible (de acuerdo con el más alto nivel de eficiencia aerodinámica), pero esos motores son unidades de muy alta velocidad altamente desarrolladas donde el tamaño real de los puertos se ha convertido en una restricción. Los puertos más grandes fluyen más combustible / aire a RPM más altas, pero sacrifican el par a RPM más bajas debido a la menor velocidad de combustible/aire. Un acabado de espejo del puerto no proporciona el aumento que sugiere la intuición. De hecho, dentro de los sistemas de admisión, la superficie generalmente se texturiza deliberadamente hasta un grado de rugosidad uniforme para alentar a que el combustible depositado en las paredes del puerto se evapore rápidamente. Una superficie rugosa en áreas seleccionadas del puerto también puede alterar el flujo al energizar la capa límite, lo que puede alterar la trayectoria del flujo notablemente, posiblemente aumentando el flujo. Esto es similar a lo que hacen los hoyuelos en una pelota de golf. Las pruebas de banco de flujo muestran que la diferencia entre un puerto de admisión con acabado de espejo y un puerto de textura rugosa suele ser inferior al 1%. La diferencia entre un puerto suave al tacto y una superficie con espejo óptico no se puede medir por medios ordinarios. Los orificios de escape pueden tener un acabado liso debido al flujo de gas seco y con el fin de minimizar la acumulación de subproductos de escape. Generalmente se acepta que un acabado de grano de 300 a 400 seguido de un potenciador ligero es representativo de un acabado casi óptimo para los puertos de gases de escape.
La razón por la que los puertos pulidos no son ventajosos desde el punto de vista del flujo es que en la interfaz entre la pared metálica y el aire, la velocidad del aire es CERO. Esto se debe a la acción humectante del aire y, de hecho, de todos los fluidos. La primera capa de moléculas se adhiere a la pared y no se mueve significativamente. El resto del campo de flujo debe cizallarse, lo que desarrolla un perfil de velocidad (o gradiente) a través del conducto. Para que la rugosidad de la superficie impacte de manera apreciable en el flujo, los puntos altos deben ser lo suficientemente altos como para sobresalir en el aire que se mueve más rápido hacia el centro. Solo una superficie muy rugosa hace esto.
Trabajo de válvula
El trabajo de válvula es una operación que se realiza en cualquier ciclo de cuatro tiempos, motor de combustión interna, cuyo propósito es resurgir las superficies de acoplamiento de las válvulas de asiento y sus respectivos asientos de válvula que controlan la admisión y el escape de la mezcla de aire/combustible que impulsa el movimiento de los pistones después del ciclo de arranque.
En los primeros motores automotrices, las válvulas debían quitarse y las superficies de sellado lijadas, rectificadas o lapeadas varias veces durante la vida útil de un motor típico. Sin embargo, a medida que pasaban las décadas, los motores funcionaban más limpios y la adición de ingasolina de tetraetilo significaba que dicho mantenimiento se volvía menos frecuente. Hoy en día, los trabajos de válvulas rara vez se realizan en automóviles de pasajeros con fines de mantenimiento, aunque todavía son bastante comunes con los automóviles de alto rendimiento. Algunas razones que pueden inducir la necesidad de un trabajo de válvula en un pasajero moderno incluyen: RPM excesivas, alto kilometraje, sobrecalentamiento, falla de material y daño por objetos extraños (FOD)
Un trabajo de válvula se realiza mejor con piedras de molienda y herramientas eléctricas o neumáticas. Se puede usar un compuesto de lapeado y una herramienta de lapeado, y es más económico para la reparación de automóviles en el hogar, sin embargo, el lapeado solo proporcionará resultados limitados y no será efectivo en una válvula o asiento con algo más que un desgaste o daño muy ligero.
Los motores modernos tienen culatas de cilindro hechas de hierro o aluminio. Las culatas de cilindro de hierro suelen tener asientos de válvula de hierro integrados. Estos asientos son los más suaves y susceptibles al desgaste entre los motores modernos. Las cabezas de cilindro de aluminio, sin embargo, tienen asientos de válvula de acero endurecido, ya que el aluminio sería un asiento muy pobre. Estos asientos de acero endurecido son significativamente mejores que los asientos integrales de una cabeza de hierro, y se pueden quitar y reemplazar con relativa facilidad si es necesario. Si es necesario reemplazar un asiento de hierro integrado, el asiento debe fresarse para permitir la inserción de un nuevo asiento. El nuevo asiento se instala con la aplicación de un pegamento metálico de alta resistencia. Una vez instalado, el asiento se amolda con el ángulo y el ancho correctos.
Las válvulas y los asientos generalmente tendrán el mismo ángulo para acoplarse correctamente. Ese ángulo suele ser de 45 grados, pero se pueden encontrar 30 grados en muchas aplicaciones modernas. El ángulo de acoplamiento a menudo se acompaña de cortes de ángulo superior e inferior que tienen una desviación de 15 grados a cada lado del ángulo de acoplamiento. Para un asiento de 45 grados, el ángulo superior sería de 30 y el inferior de 60). Este método aumenta el flujo de aire, lo que proporciona mejoras de potencia, respuesta y eficiencia leves.
El ángulo de acoplamiento del asiento de un asiento de admisión normalmente será la mitad del ancho de la cara de la válvula (en un motor de serie). Las aplicaciones de alto rendimiento a menudo tendrán un asiento de acoplamiento de admisión muy delgado de aproximadamente .025 » to .030″. Los asientos de escape deberían estar cerca .060″ menos que la cara de la válvula, con la superficie de acoplamiento del asiento .030″ desde la parte superior e inferior de la cara de la válvula (colocando el acoplamiento de los dos en el centro de la cara de la válvula).
Las válvulas deben inspeccionarse para detectar daños que impidan el funcionamiento adecuado y podrían provocar fallas catastróficas. El agrietamiento, las picaduras, la canalización y la quema son problemas típicos que conducen al reemplazo de válvulas. Incluso las grietas en la línea del cabello hacen que una válvula no se pueda usar. Las picaduras están permitidas en pequeñas cantidades, pero no deben estar presentes en la cara, el margen o el tallo. La canalización es el resultado de un calentamiento desigual de una válvula (típicamente por un asiento inadecuado durante la operación), y es evidente por la decoloración por calor en forma ovalada en la parte inferior de la válvula y, a menudo, visible en la base del vástago de la válvula. La canalización que continúa conducirá a una válvula quemada, lo que conduce a la fusión de una parte de la válvula. Si un motor se somete a un régimen de revoluciones excesivo o a una parada repentina, se debe inspeccionar la rectitud de todas las válvulas. Si una válvula se dobla, provocará un fallo muy rápido y, a menudo, dañará otras partes, como pistones, paredes de cilindros, otras válvulas, guías de válvulas y componentes del tren de válvulas.
Algunos coches antiguos tienen asientos de válvulas relativamente blandos que se desgastan más rápido cuando se manejan sin combustible con plomo. Estos generalmente se pueden actualizar con asientos de válvula endurecidos que resisten el desgaste, independientemente de si se usa combustible con plomo o sin plomo.
CVO 110 Actualización a CVO 113
125 a 140 caballos de fuerza
Portado de culata CVO 110 para una potencia máxima
DC V-TWIN ofrece lo último en portado de culata para actualizar su CVO 110. Los CVO vienen de Harley Davidson con menos de un caballo de fuerza por pulgada cúbica. Esto te dice que hay una gran cantidad de ganancias de potencia en la mesa. Nuestra actualización de portado de culata le dará vida a su CVO.
echa un vistazo a las fotos de abajo. Puede ver cómo nuestro experto portero de culata remodela los puertos de admisión y escape. Esta remodelación es un arte fino que solo se puede lograr con años de experiencia. Con más de 30 años de diseño de portado de cabezales en varias formas de deportes de motor, nuestro portero de culata puede hacer que los cabezales de su bicicleta fluyan la mayor cantidad de aire con la máxima velocidad.
En la actualización para el CVO 110 se incluye un trabajo de válvula profesional para integrarse con el servicio de portado de culata. Los CVO vienen con válvulas grandes en la parte delantera de la fábrica, por lo que no es necesario comprar válvulas más grandes a menos que elija nuestro kit de potencia definitiva. Nuestro kit de potencia extrema CVO 110 incluye nuestro nuevo pistón CVO 110 personalizado. El nuevo pistón elevará el motor de 110 hasta un motor de 113 pulgadas cúbicas. Simplemente llame a DC V-TWIN para todas sus necesidades de portabilidad de culata al 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING «INTAKE & EXHAUST PORT”
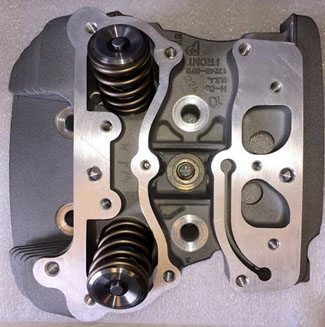

CVO 110 CUSTOM CYLINDER HEAD PORTING «CHAMBER & VALVE SPRINGS WITH TITANIUM RETENEDORES «
PISTONES PERSONALIZADOS DE ACTUALIZACIÓN CVO 110
DC V-Twin ahora ofrece pistones personalizados para su CVO 110 que actualiza el CVO 110 a un motor de 113 pulgadas cúbicas. Estos pistones CVO 110 personalizados fueron diseñados específicamente para actualizar su lento CVO 110. El CVO 110 normalmente produce casi 90 caballos de fuerza de Harley Davidson. Cuando actualices con los pistones personalizados de DC V-Twin, tu bicicleta generará de 120 a 140 más caballos de fuerza.
Combine los pistones de actualización CVO 110 con la adaptación de la culata de CC V-Twin y una nueva leva para obtener fácilmente más de 120 caballos de fuerza o puede llevarlo al siguiente nivel con válvulas, leva, adaptación de la culata de cilindro, cuerpo del acelerador y, por supuesto, los pistones CVO 110 personalizados para obtener más de 140 caballos de fuerza. Los pistones CVO 110 personalizados están disponibles con una cúpula personalizada para maximizar la compresión que le falta a Harley Davidson. Los pistones están hechos a medida en un diámetro interior de 4.060 para obtener las pulgadas cúbicas necesarias para llevar estos CVO 110 a 113.060 por lo que no es necesario comprar cilindros de recambio.
Esta actualización de CVO de más de 140 caballos de fuerza se explica en detalle en la sección de artículos de la página de inicio. Dale a tu bicicleta la potencia que necesita para pasar con facilidad eve al montar a dos. La actualización CVO de más de 140 caballos de fuerza es exclusiva de DC V-Twin y fue desarrollada por DC V-Twins en Derek Churchwell.