cylinderhuvud portning avser processen för att modifiera insugnings-och avgasportar av en förbränningsmotor för att förbättra kvaliteten och kvantiteten av luftflödet. Cylinderhuvuden, som tillverkade, är vanligtvis suboptimala på grund av konstruktions-och tillverkningsbegränsningar. Portning av huvuden ger den fina detaljerade uppmärksamhet som krävs för att få motorn till högsta effektivitetsnivå. Mer än någon annan enskild faktor är portningsprocessen ansvarig för den höga effekten hos moderna motorer.
denna process kan tillämpas på en vanlig racingmotor för att optimera dess uteffekt samt till en produktionsmotor för att göra den till en tävlingsmotor, för att förbättra dess uteffekt för daglig användning eller för att ändra dess uteffektegenskaper för att passa en viss applikation.daglig mänsklig erfarenhet av luft ger intrycket att luft är lätt och nästan obefintlig när vi rör oss långsamt genom den. En motor som körs med hög hastighet upplever dock en helt annan substans. I det sammanhanget kan luft betraktas som tjock, klibbig, elastisk, sliskig och tung. Pumpning det är ett stort problem för motorer som körs med hastighet så huvudportering hjälper till att lindra detta.
portmodifieringar
När en ändring beslutas genom noggrann flödesprovning med en luftflödesbänk, kan det ursprungliga portväggmaterialet omformas noggrant för hand med slipmaskiner eller med numeriskt styrda fräsmaskiner. För större ändringar måste portarna svetsas upp eller byggas upp på liknande sätt för att lägga till material där det inte fanns något.
 |
|
|
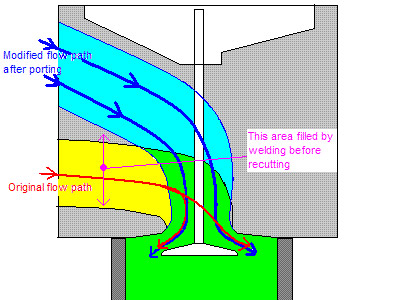
denna illustration visar skillnaden mellan en dålig utförande Port och en utmärkt design efter portmodifiering. Skillnaden mellan de två visar den allmänna tanken på att förbättra portflödet. Högre och rakare är bättre för toppkraft. modifieringen som visas kallas vanligtvis ”ökning av neddragningsvinkeln” och begränsas av mekaniska begränsningar som motorfackets höjd, mängden material i modergjutningen eller omlokalisering av ventilväxeln för att rymma den längre ventilspindeln. Ändringar denna extrema görs sällan. |
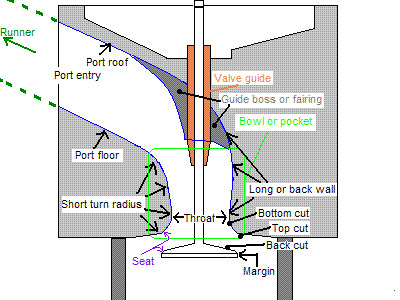
delar av porten och deras terminologi. |
portning och polering
det är populärt att förstora portarna till maximal möjlig storlek och applicera en spegelfinish är vad portning är. Men det är inte så. Vissa hamnar kan förstoras till sin maximala möjliga storlek (i linje med den högsta aerodynamiska effektiviteten) men dessa motorer är högt utvecklade mycket höghastighetsenheter där porternas faktiska storlek har blivit en begränsning. Större portar flyter mer bränsle/luft vid högre varvtal men offrar vridmoment vid lägre varvtal på grund av lägre bränsle / lufthastighet. En spegelfinish på porten ger inte den ökning som intuitionen föreslår. I själva verket, inom insugningssystem, ytan är vanligtvis medvetet strukturerad till en viss grad av jämn grovhet för att uppmuntra bränsle avsatt på portväggarna att avdunsta snabbt. En grov yta på utvalda områden av porten kan också förändra flödet genom att aktivera gränsskiktet, vilket kan ändra flödesbanan märkbart, eventuellt öka flödet. Detta liknar vad groparna på en golfboll gör. Flödesbänkprovning visar att skillnaden mellan en spegelfärdig inloppsport och en grov texturerad port är vanligtvis mindre än 1%. Skillnaden mellan en slät till beröringsporten och en optiskt speglad yta är inte mätbar med vanliga medel. Avgasportar kan vara släta färdiga på grund av det torra gasflödet och i syfte att minimera avgasbiproduktuppbyggnaden. En 300-400 Grit finish följt av en lätt buff är allmänt accepterat att vara representativ för en nära optimal finish för avgasportar.
anledningen till att polerade portar inte är fördelaktiga ur flödessynpunkt är att vid gränssnittet mellan metallväggen och luften är lufthastigheten noll. Detta beror på luftens vätningsverkan och faktiskt alla vätskor. Det första skiktet av molekyler fäster vid väggen och rör sig inte signifikant. Resten av flödesfältet måste klippa förbi, vilket utvecklar en hastighetsprofil (eller gradient) över kanalen. För ytråhet att påverka flödet märkbart måste de höga fläckarna vara tillräckligt höga för att skjuta ut i den snabbare rörliga luften mot mitten. Endast en mycket grov yta gör detta.
Valve Job
Valve job är en operation som utförs på en fyrtaktscykel, förbränningsmotor, vars syfte är att återuppfylla parningsytorna på poppet-ventilerna och deras respektive ventilsäten som styr luft/bränsleblandningens intag och avgaser som driver kolvarnas rörelse efter startcykeln.
i de tidigaste bilmotorerna behövde ventilerna avlägsnas och tätningsytorna slipades, slipades eller överlappades flera gånger under en typisk motor. När årtiondena gick körde motorerna renare och tillsatsen av tetraetylerad ingasolin innebar att sådant underhåll blev mindre frekvent. Idag görs ventiljobb sällan på personbilar för underhåll, även om de fortfarande är ganska vanliga med högpresterande bilar. Några skäl som kan inducera behovet av ett ventiljobb i en modern passagerare inkluderar: överdriven varvtal, hög körsträcka, överhettning, materialfel och skador på främmande föremål (FOD)
ett ventiljobb görs bäst med slipstenar och antingen elektriska eller pneumatiska verktyg. Lappförening och ett lappverktyg kan användas och är mer ekonomiskt för hemreparation, men lappning ger endast begränsade resultat och kommer inte att vara effektiv på en ventil eller säte med något mer än mycket lätt slitage eller skada.
moderna motorer har cylinderhuvuden gjorda av antingen järn eller aluminium. Järncylinderhuvuden har oftast integrerade järnventilsäten. Dessa säten är de mjukaste och mest mottagliga för slitage bland modern motor. Aluminiumcylinderhuvuden har dock härdade stålventilsäten, eftersom aluminium skulle göra ett mycket dåligt säte. Dessa härdade stålstolar är betydligt bättre än de integrerade sätena på ett järnhuvud och kan relativt enkelt avlägsnas och bytas ut vid behov. Om ett integrerat järnsäte behöver bytas ut måste sätet fräsas för att möjliggöra införing av ett nytt säte. Det nya sätet installeras sedan med applicering av ett höghållfast metalllim/lim. När sätet är installerat slipas det till rätt vinkel och bredd.
ventiler och säten har vanligtvis samma vinkel för att para sig ordentligt. Den vinkeln är vanligtvis 45 grader, men 30 grader Finns i många moderna applikationer. Parningsvinkeln åtföljs ofta av övre och nedre vinkelskärningar som är 15 graders avböjning på varje sida av parningsvinkeln. För ett 45 graders säte skulle toppvinkeln vara 30 och botten skulle vara 60). Denna metod ökar luftflödet, vilket ger milda hästkrafter, respons och effektivitetsförbättringar.
sätesparningsvinkeln för ett insugningssäte kommer vanligtvis att vara hälften av ventilens bredd (på en lagermotor). Högpresterande applikationer har ofta ett mycket tunt intagssäte på ungefär .025 ” till .030″. Avgasstolar bör vara ungefär .060 ” mindre än ventilytan, med sätets parningsyta .030 ” från både topp och botten av ventilytan (sätta parningen av de två i mitten av ventilytan).
ventiler bör inspekteras för skador som förhindrar korrekt drift och kan leda till katastrofala fel. Sprickbildning, pitting, kanalisering och bränning är typiska problem som leder till ventilbyte. Även sprickor i hårlinjen gör en ventil oanvändbar. Pitting är tillåten i små mängder, men bör inte vara närvarande på ansiktet, marginalen eller stammen. Kanalisering är ett resultat av ojämn uppvärmning av en ventil (vanligtvis från felaktig sittplatser under drift) och framgår av värme missfärgning i oval form på ventilens botten och ofta synlig vid ventilspindelns botten. Kanalisering som fortsätter leder till en bränd ventil, vilket leder till smältning av en del av ventilen. Om en motor utsätts för alltför stora varvtal eller plötsligt stopp, ska alla ventiler inspekteras för rakhet. Om en ventil är böjd leder det till fel mycket snabbt och skadar ofta andra delar som kolvar, cylinderväggar, andra ventiler, ventilstyrningar och ventiltågskomponenter.
vissa äldre bilar har relativt mjuka ventilsäten som slits snabbare när de drivs utan blybränsle. Dessa kan vanligtvis uppdateras med härdade ventilsäten som motstår slitage, oavsett om Blyat eller blyfritt bränsle används.
CVO 110 uppgradera till CVO 113
125 till 140 hästkrafter
CVO 110 cylinderhuvudport för maximal hästkrafter
DC V-Twin erbjuder det senaste inom CYLINDERHUVUDPORT för uppgradering av din CVO 110. CVO kommer från Harley Davidson med mindre än en hästkrafter per kubiktum. Detta säger att det finns många hästkraftsvinster kvar på bordet. Vår cylinderhuvud portning uppgradering kommer att föra din CVO till liv.
ta en titt på bilderna nedan. Du kan se hur vår expert topplock porter omformar inlopps-och avgasportarna. Denna omformning är en konst som bara kan åstadkommas med många års erfarenhet. Med över 30 års huvudportdesign i olika former av motorsport, kan vår cylinderhuvudporter göra att huvudet på din cykel flyter mest luft med maximal hastighet.
ingår i uppgraderingen för CVO 110 är en professionell ventil jobb att smälta in med topplocket porting service. CVO har stora ventiler framför fabriken, så det finns inget behov av att köpa större ventiler om du inte går till vårt ultimate horsepower kit. Vårt CVO 110 extreme horsepower kit innehåller vår nya anpassade CVO 110 kolv. Den nya kolven kommer att stöta på 110 upp till en 113 kubiktumsmotor. Ge bara DC V-TWIN ett samtal för alla dina cylinderhuvudets portningsbehov på 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING ”INTAKE & EXHAUST PORT”
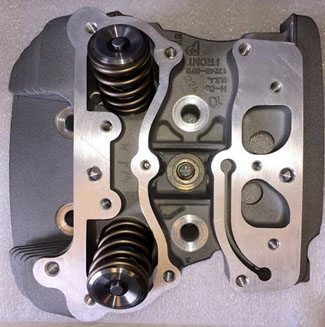

CVO 110 CUSTOM CYLINDER HEAD PORTING ”CHAMBER & VALVE SPRINGS WITH TITANIUM Hållare ”
CVO 110 uppgradera anpassade kolvar
DC V-Twin erbjuder nu anpassade kolvar för din CVO 110 som uppgraderar CVO 110 till en 113 kubiktumsmotor. Dessa anpassade CVO 110 kolvar har utformats speciellt för att uppgradera din tröga CVO 110. CVO 110 gör vanligtvis nästan 90 hästkrafter från Harley Davidson. När du uppgraderar med DC V-Twin anpassade kolvar, kommer din cykel att göra 120 till 140 plus hästkrafter.
matcha CVO 110 uppgraderingskolvarna med DC V-Twin ’ s cylinderhuvudport och en ny kam för att enkelt göra 120 plus hästkrafter eller så kan du ta den till nästa nivå med ventiler, kam, cylinderhuvudport, gasreglage och naturligtvis de anpassade CVO 110 kolvarna för att göra över 140 hästkrafter. De anpassade CVO 110 kolvarna finns med en anpassad kupol för att maximera kompressionen som saknas från Harley Davidson. Kolvarna är skräddarsydda i en 4.060 borrning för att få de nödvändiga kubikcentimeter för att ta dessa CVO 110 till 113. dina lagercylindrar kommer att hålla 4.060 så det finns inget behov av att köpa eftermarknadscylindrar.
denna 140 plus hästkrafter CVO-uppgradering förklaras i detalj i artikelavsnittet på hemsidan. Ge din cykel den kraft den behöver passera med lätthet eve när du rider två upp. 140 plus hästkrafter CVO uppgradering är exklusiv från DC V-Twin och utvecklades av DC V-Twins på Derek Churchwell.