Bakgrund
aluminiumfolie är tillverkad av en aluminiumlegering som innehåller mellan 92 och 99 procent aluminium. Vanligtvis mellan 0.00017 och 0.0059 inches tjock, folie produceras i många bredder och styrkor för bokstavligen hundratals applikationer. Det används för att tillverka värmeisolering för byggbranschen, finlager för luftkonditioneringsapparater, elektriska spolar för transformatorer, kondensatorer för radio och TV, isolering för lagringstankar, dekorativa produkter och behållare och förpackningar. Aluminiumfoliens popularitet för så många applikationer beror på flera stora fördelar, en av de främsta är att råvarorna som är nödvändiga för tillverkningen är rikliga. Aluminiumfolie är billigt, hållbart, giftfritt och fettbeständigt. Dessutom motstår den kemiska attacker och ger utmärkt elektrisk och icke-magnetisk avskärmning.
leveranser (1991) av aluminiumfolie uppgick till 913 miljoner pund, med förpackningar som representerar sjuttiofem procent av aluminiumfoliemarknaden. Aluminiumfoliens popularitet som förpackningsmaterial beror på dess utmärkta ogenomtränglighet för vattenånga och gaser. Det förlänger också hållbarheten, använder mindre lagringsutrymme och genererar mindre avfall än många andra förpackningsmaterial. Preferensen för aluminium i flexibel förpackning har följaktligen blivit ett globalt fenomen. I Japan används aluminiumfolie som barriärkomponent i flexibla burkar. I Europa dominerar aluminiumflexibla förpackningar marknaden för farmaceutiska blisterförpackningar och godisförpackningar. Den aseptiska drinkboxen, som använder ett tunt lager aluminiumfolie som en barriär mot syre, ljus och lukt, är också ganska populär runt om i världen.
aluminium är den senast upptäckta av de metaller som modern industri använder i stora mängder. Känd som” aluminiumoxid ” användes aluminiumföreningar för att förbereda läkemedel i forntida Egypten och för att ställa tygfärger under medeltiden. I början av artonhundratalet misstänkte forskare att dessa föreningar innehöll en metall, och 1807 försökte den engelska kemisten Sir Humphry Davy isolera den. Även om hans ansträngningar misslyckades, Davy bekräftade att aluminiumoxid hade en metallisk bas, som han ursprungligen kallade ”alumium.”Davy ändrade senare detta till” aluminium”, och medan forskare i många länder stavar termen” aluminium”, använder de flesta amerikaner Davys reviderade stavning. År 1825 isolerades en dansk kemist vid namn Hans Christian Audrsted framgångsrikt aluminium, och tjugo år senare kunde en tysk fysiker vid namn Friedrich Wohler skapa större partiklar av metallen; Wohlers partiklar var dock fortfarande bara storleken på pinheads. År 1854 förfinade Henri Sainte-Claire Deville, en fransk forskare, Wohlers metod tillräckligt för att skapa aluminiumklumpar så stora som kulor. Devilles process gav en grund för den moderna aluminiumindustrin, och de första aluminiumstängerna som gjordes visades 1855 vid Paris-utställningen.
vid denna tidpunkt begränsade den höga kostnaden för att isolera den nyupptäckta metallen sin industriella användning. Men 1866 utvecklade två forskare som arbetade separat i USA och Frankrike samtidigt det som blev känt som Hall-h Bihroult-metoden för att separera aluminiumoxid från syre genom att applicera en elektrisk ström. Medan både Charles Hall och Paul-Louis-Toussaint h Jacobolt patenterade sina upptäckter, var Hall i Amerika respektive Frankrike den första som erkände den ekonomiska potentialen i sin reningsprocess. 1888
han och flera partners grundade Pittsburgh Reduction Company, som producerade de första aluminiumbjälkarna det året. Med hjälp av vattenkraft för att driva en stor ny omvandlingsanläggning nära Niagara Falls och leverera den växande industriella efterfrågan på aluminium, Halls företag—bytt namn till Aluminium Company of America (Alcoa) 1907—blomstrade. H jacoult etablerade senare Aluminium-Industrie-Aktien-Gesellschaft i Schweiz. Uppmuntrad av den ökande efterfrågan på aluminium under världskrigen i och II började de flesta andra industrialiserade länder producera sitt eget aluminium. 1903 blev Frankrike det första landet som producerade folie från renat aluminium. USA följde efter ett decennium senare, dess första användning av den nya produkten var benband för att identifiera tävlingsduvor. Aluminiumfolie användes snart för behållare och förpackningar, och andra världskriget påskyndade denna trend och etablerade aluminiumfolie som ett viktigt förpackningsmaterial. Fram till andra världskriget förblev Alcoa den enda amerikanska tillverkaren av renat aluminium, men idag finns det sju stora producenter av aluminiumfolie i USA.
råmaterial
aluminiumtal bland de vanligaste elementen: efter syre och kisel är det det mest rikliga elementet som finns i jordens yta, som utgör över åtta procent av skorpan till ett djup av tio mil och förekommer i nästan alla vanliga stenar. Aluminium förekommer emellertid inte i sin rena metallform utan snarare som hydratiserad aluminiumoxid (en blandning av vatten och aluminiumoxid) kombinerat med kiseldioxid, järnoxid och titania. Den viktigaste aluminiummalmen är bauxit, uppkallad efter den franska staden Les Baux där den upptäcktes 1821. Bauxit innehåller järn och hydratiserad aluminiumoxid, med den senare som representerar dess största beståndsdel. För närvarande är bauxit rikligt nog så att endast avlagringar med ett aluminiumoxidinnehåll på fyrtiofem procent eller mer bryts för att göra aluminium. Koncentrerade avlagringar finns i både norra och södra halvklotet, med det mesta av malmen som används i USA kommer från Västindien, Nordamerika och Australien. Eftersom bauxit förekommer så nära jordens yta är gruvprocedurer relativt enkla. Sprängämnen används för att öppna stora gropar i bauxitbäddar, varefter de övre skikten av smuts och sten rensas bort. Den exponerade malmen avlägsnas sedan med frontlastare, staplas i lastbilar eller järnvägsbilar och transporteras till bearbetningsanläggningar. Bauxit är tung (i allmänhet kan ett ton aluminium framställas från fyra till sex ton malm), så för att minska
kostnaden för att transportera den, dessa växter ligger ofta så nära bauxitgruvorna som möjligt.
tillverkningsprocessen
att extrahera rent aluminium från bauxit innebär två processer. Först raffineras malmen för att eliminera föroreningar som järnoxid, kiseldioxid, titania och vatten. Därefter smälts den resulterande aluminiumoxiden för att producera rent aluminium. Därefter rullas aluminiumet för att producera folie.
raffinering-Bayer-process
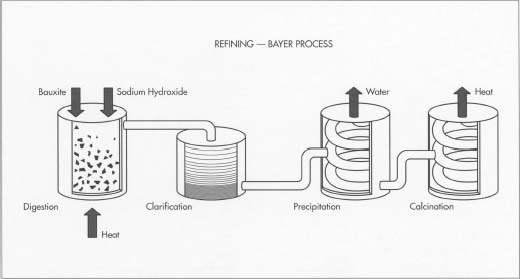
- 1 Bayer-processen som används för att förfina bauxit består av fyra steg: matsmältning, förtydligande, nederbörd och kalcinering. Under matsmältningsstadiet males bauxiten och blandas med natriumhydroxid innan den pumpas in i stora trycksatta tankar. I dessa tankar, kallade digesters, bryter kombinationen av natriumhydroxid, värme och tryck malmen ner i en mättad lösning av natriumaluminat och olösliga föroreningar, som sätter sig till botten.
- 2 nästa fas av processen, förtydligande, innebär att lösningen och föroreningarna skickas genom en uppsättning tankar och pressar. Under detta skede fångar tygfilter föroreningarna, som sedan bortskaffas. Efter att ha filtrerats igen transporteras den återstående lösningen till ett kyltorn.
- 3 i nästa steg, utfällning, rör sig aluminiumoxidlösningen in i en stor silo, där vätskan i en anpassning av Deville-metoden frös med kristaller av hydratiserad aluminium för att främja bildandet av aluminiumpartiklar. När frökristallerna lockar andra kristaller i lösningen börjar stora klumpar av aluminiumhydrat bildas. Dessa filtreras först ut och sköljs sedan.
- 4 kalcinering, det sista steget i Bayer-förädlingsprocessen, innebär att aluminiumhydratet utsätts för höga temperaturer. Denna extrema värme dehydrerar materialet och lämnar en rest av fint vitt pulver: aluminiumoxid.
smältning
- 5 smältning, som separerar aluminium-syreföreningen (aluminiumoxid) som produceras av Bayer-processen, är nästa steg i att extrahera rent, metalliskt aluminium från bauxit. Även om det förfarande som för närvarande används härrör från den elektrolytiska metoden uppfanns samtidigt av Charles Hall och Paul-Louis-Toussaint h Aci-Roult i slutet av artonhundratalet, det har moderniserats. Först löses aluminiumoxiden i en smältcell, en djup stålform fodrad med kol och fylld med en uppvärmd vätskeledare som huvudsakligen består av aluminiumföreningen kryolit.
- 6 Därefter drivs en elektrisk ström genom kryoliten, vilket får en skorpa att bildas över toppen av aluminiumoxidsmältan. När ytterligare aluminiumoxid periodiskt omröres i blandningen bryts denna skorpa och omröres också in. När aluminiumoxiden löses upp sönderdelas den elektrolytiskt för att producera ett lager av rent, smält aluminium på botten av smältcellen. Syret smälter samman med kolet som används för att leda cellen och flyr i form av koldioxid.
- 7 fortfarande i smält form dras det renade aluminiumet från smältcellerna, överförs till deglar och töms i ugnar. I detta skede kan andra element tillsättas för att producera aluminiumlegeringar med egenskaper som är lämpliga för slutprodukten, även om folie i allmänhet tillverkas av 99,8 eller 99,9 procent rent aluminium. Vätskan hälls sedan i direktkylgjutningsanordningar, där den svalnar i stora plattor som kallas ”ingots” eller ”reroll stock.”Efter att ha glödgats—värmebehandlats för att förbättra bearbetbarheten—är ingotsna lämpliga för rullning i folie.
 folie tillverkas av aluminiumlager genom att rulla den mellan tunga rullar. Rolling ger två naturliga ytor på folien, ljus och Matt. När folien kommer ut från rullarna skär cirkulära knivar den i rektangulära bitar.
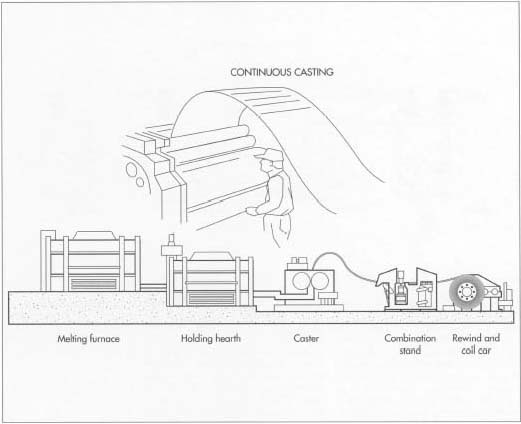
folie tillverkas av aluminiumlager genom att rulla den mellan tunga rullar. Rolling ger två naturliga ytor på folien, ljus och Matt. När folien kommer ut från rullarna skär cirkulära knivar den i rektangulära bitar. - en alternativ metod för smältning och gjutning av aluminium kallas ”kontinuerlig gjutning.”Denna process innefattar en produktionslinje bestående av en smältugn, en hållhärd för att innehålla den smälta metallen, ett överföringssystem, en gjutenhet, en kombinationsenhet bestående av klämrullar, skjuvning och träns och en spolnings-och Spolbil. Båda metoderna producerar lager av tjocklekar som sträcker sig från 0,125 till 0,250 tum (0,317 till 0,635 centimeter) och av olika bredder. Fördelen med den kontinuerliga gjutningsmetoden är att den inte kräver ett glödgningssteg före rullning av folie, liksom smält-och gjutprocessen, eftersom glödgning automatiskt uppnås under gjutningsprocessen.
rullande folie
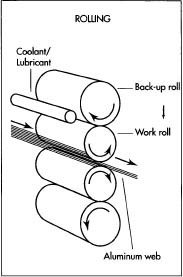
- 8 efter att foliebeståndet har gjorts måste det minskas i tjocklek för att göra folien. Detta åstadkoms i ett valsverk, där materialet passeras flera gånger genom metallrullar som kallas arbetsrullar. När plåtarna (eller banorna) av aluminium passerar genom rullarna pressas de tunnare och extruderas genom gapet mellan rullarna. Arbetsrullarna är parade med tyngre rullar som kallas reservrullar, som applicerar tryck för att upprätthålla stabiliteten i arbetsrullarna. Detta hjälper till att hålla produktdimensionerna inom toleranser. Arbets-och reservrullarna roterar i motsatta riktningar. Smörjmedel tillsätts för att underlätta rullningsprocessen. Under denna rullande process måste aluminiumet ibland glödgas (värmebehandlas) för att bibehålla dess bearbetbarhet.
- minskningen av folien styrs genom att justera rullarnas varvtal och viskositeten (flödesmotståndet), kvantitet och temperatur hos de rullande smörjmedlen. Rullgapet bestämmer både tjockleken och längden på folien som lämnar kvarnen. Denna lucka kan justeras genom att höja eller sänka den övre arbetsrullen. Rolling ger två naturliga ytor på folien, ljus och Matt. Den ljusa finishen produceras när folien kommer i kontakt med arbetsvalsytorna. För att producera matt finish måste två ark packas ihop och rullas samtidigt; när detta är gjort slutar sidorna som rör varandra med en matt finish. Andra mekaniska efterbehandlingsmetoder, som vanligtvis produceras under konverteringsoperationer, kan användas för att producera vissa mönster.
- 9 när foliearken kommer genom rullarna trimmas de och slits med cirkulära eller rakhyvelliknande knivar installerade på rullfabriken. Trimning avser foliens kanter, medan skärning innebär att folien skärs i flera ark. Dessa steg används för att producera smala lindade bredder, för att trimma kanterna på belagda eller laminerade lager, och för att producera rektangulära bitar. För vissa tillverknings-och konverteringsoperationer måste banor som har brutits under rullning sammanfogas igen eller skarvas. Vanliga typer av skarvar för sammanfogning av banor av vanlig folie och/eller backad folie inkluderar ultraljud, värmeförseglingstejp, tryckförseglingstejp och elektrisk svetsad. Ultraljudsspliten använder en solid state-svets-tillverkad med en ultraljudsgivare—i den överlappade metallen.
Efterbehandlingsprocesser
- 10 för många applikationer används folie i i V / kombination med andra material. Den kan beläggas med ett brett spektrum av material, såsom polymerer och hartser, för dekorativa, skyddande eller värmeförseglingsändamål. Det kan lamineras på papper, kartonger och plastfilmer. Den kan också skäras, formas till vilken form som helst, tryckas, präglas, slits i remsor, Arkas, etsas och anodiseras. När folien är i sitt slutliga tillstånd förpackas den därefter och skickas till kunden.
kvalitetskontroll
förutom processtyrning av sådana parametrar som temperatur och tid måste den färdiga folieprodukten uppfylla vissa krav. Till exempel har olika omvandlingsprocesser och slutanvändningar visat sig kräva varierande grad av torrhet på folieytan för tillfredsställande prestanda. Ett vätbarhetstest används för att bestämma torrheten. I detta test hälls olika lösningar av etylalkohol i destillerat vatten, i steg om tio volymprocent, i en jämn ström på folieytan. Om inga droppar bildas är vätbarheten noll. Processen fortsätter tills det bestäms vilken minsta procent av alkohollösningen som helt fuktar folieytan.
andra viktiga egenskaper är tjocklek och draghållfasthet. Standardtestmetoder har utvecklats av American Society For Testing and Materials (ASTM). Tjockleken bestäms genom att väga ett prov och mäta dess yta och sedan dividera vikten med produkten av området gånger legeringstätheten. Spänningsprovning av folie måste kontrolleras noggrant eftersom testresultaten kan påverkas av grova kanter och förekomsten av små defekter, liksom andra variabler. Provet placeras i ett grepp och en drag-eller dragkraft appliceras tills provets fraktur inträffar. Den kraft eller styrka som krävs för att bryta provet mäts.
framtiden
populariteten av aluminiumfolie, speciellt för flexibel förpackning, kommer att fortsätta att växa. Fyrsidiga, finförseglade påsar har fått stor popularitet för militära, medicinska och detaljhandelstillämpningar och, i större storlekar, för institutionella livsmedelsservicepaket. Påsar har också införts för förpackning 1,06 till 4,75 liter (4-18 liter) vin för både detaljhandel och restaurang marknader, och för andra livsmedelsmarknader. Dessutom fortsätter andra produkter att utvecklas för andra applikationer. Ökningen i popularitet hos mikrovågsugnar har resulterat i utvecklingen av flera former av aluminiumbaserade halvstyva Behållare utformade speciellt för dessa ugnar. På senare tid har speciella matlagningsfolier för grillning utvecklats.
men även aluminiumfolie granskas med avseende på dess miljövänlighet”.”Därför ökar tillverkarna sina ansträngningar inom återvinningsområdet; faktum är att alla amerikanska folieproducenter har börjat återvinningsprogram trots att aluminiumfoliens totala tonnage och fångsthastighet är mycket lägre än för de lättåtervinningsbara aluminiumburkarna. Aluminiumfolie har redan fördelen att vara lätt och liten, vilket hjälper till att minska dess bidrag till den fasta avfallsströmmen. Faktum är att laminerad aluminiumfolieförpackning representerar bara 17 / lOOths av en procent av det amerikanska fasta avfallet.
för förpackningsavfall kan den mest lovande lösningen vara källreduktion. Till exempel kräver förpackning av 65 pund (29,51 kilo) kaffe i stålburkar 20 pund (9,08 kilo) stål men bara tre pund (4,08 kilo) laminerad förpackning inklusive aluminiumfolie. Sådan förpackning tar också mindre plats i deponiet. Aluminiumföreningens Folieavdelning utvecklar till och med ett utbildningsprogram om aluminiumfolie för universitet och professionella förpackningsdesigners för att hjälpa till att informera sådana designers om fördelarna med att byta till flexibel förpackning.
aluminiumfolie använder också mindre energi under både tillverkning och distribution, med skrot i anläggningen återvinns. Faktum är att återvunnet aluminium, inklusive burkar och folie, står för över 30 procent av branschens årliga leverans av metall. Detta antal har ökat i flera år och förväntas fortsätta. Dessutom förbättras processer som används vid folietillverkning för att minska luftföroreningar och farligt avfall.
var du kan lära dig mer
böcker
aluminiumfolie. Aluminiumföreningen. 1981.
tidskrifter
”Barriärkvaliteter stimulerar Förpackningstillväxt av aluminiumfolie,” Foilpak News. Aluminiumföreningen. Hösten, 1992.
” de bästa sätten att hålla maten färsk: En sammanfattning av de mest effektiva och mest ekonomiska omslagen, påsarna och behållarna”, rapporterar Consumer. Februari 1989, s. 120+.
Gracey, Kathryn K. ”Aluminium i mikrovågor”, konsumenternas Forskningsmagasin. Januari 1989, s. 2.
”främja jämn matlagning med folie”, södra levande. December 1987, s. 130-131.