portowanie głowicy cylindrów odnosi się do procesu modyfikacji portów wlotowych i wylotowych silnika spalinowego w celu poprawy jakości i ilości przepływu powietrza. Produkowane głowice cylindrów są zwykle nieoptymalne ze względu na ograniczenia konstrukcyjne i produkcyjne. Przenoszenie głowic zapewnia szczegółową uwagę wymaganą do doprowadzenia silnika do najwyższego poziomu wydajności. Bardziej niż jakikolwiek inny pojedynczy czynnik, proces przenoszenia jest odpowiedzialny za wysoką moc wyjściową nowoczesnych silników.
proces ten można zastosować do standardowego silnika wyścigowego, aby zoptymalizować jego moc wyjściową, a także do silnika produkcyjnego, aby przekształcić go w silnik wyścigowy, zwiększyć jego moc wyjściową do codziennego użytku lub zmienić jego charakterystykę mocy wyjściowej, aby dopasować ją do konkretnego zastosowania.
codzienne doświadczenie człowieka z powietrzem sprawia wrażenie, że powietrze jest lekkie i prawie nie istnieje, gdy poruszamy się przez nie powoli. Jednak silnik pracujący z dużą prędkością doświadcza zupełnie innej substancji. W tym kontekście powietrze może być postrzegane jako gęste, lepkie, elastyczne, lepkie i ciężkie. Pompowanie jest poważnym problemem dla silników pracujących z prędkością, więc przenoszenie głowicy pomaga to złagodzić.
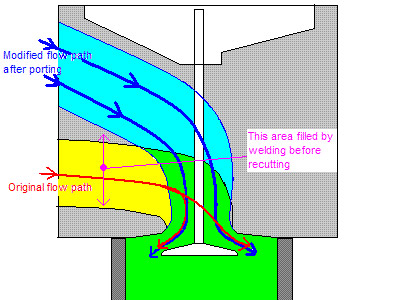
modyfikacje portów
gdy zdecydowano się na modyfikację poprzez staranne testowanie przepływu za pomocą ławki przepływowej powietrza, oryginalny materiał ściany portu można ostrożnie przekształcić ręcznie za pomocą szlifierek lub frezarek sterowanych numerycznie. W przypadku większych modyfikacji porty muszą być spawane lub podobnie zbudowane, aby dodać materiał, jeśli żaden z nich nie istniał.
 |
|
|
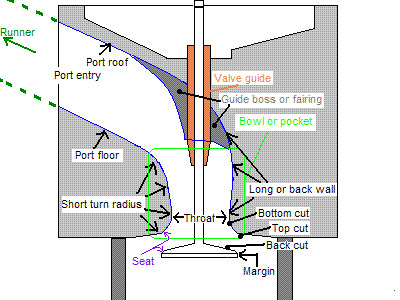
części portu i ich terminologia. |
portowanie i polerowanie
powszechnie uważa się, że powiększenie portów do maksymalnego możliwego rozmiaru i zastosowanie lustrzanego wykończenia jest tym, czym jest portowanie. Jednak tak nie jest. Niektóre porty mogą być powiększone do swoich maksymalnych możliwych rozmiarów (przy zachowaniu najwyższego poziomu sprawności aerodynamicznej), ale silniki te są wysoko rozwiniętymi jednostkami o bardzo dużej prędkości, w których rzeczywisty rozmiar portów stał się ograniczeniem. Większe porty przepuszczają więcej Paliwa / Powietrza przy wyższych obrotach, ale poświęcają moment obrotowy przy niższych obrotach ze względu na niższą prędkość paliwa / powietrza. Lustrzane wykończenie portu nie zapewnia wzrostu, który sugeruje intuicja. W rzeczywistości, w systemach dolotowych, powierzchnia jest zwykle celowo teksturowana w stopniu jednolitej chropowatości, aby zachęcić paliwo osadzające się na ściankach wlotowych do szybkiego odparowania. Chropowata powierzchnia na wybranych obszarach portu może również zmieniać przepływ, zasilając warstwę graniczną, która może zauważalnie zmienić ścieżkę przepływu, prawdopodobnie zwiększając przepływ. Jest to podobne do tego, co robią dołeczki na piłce golfowej. Testy na stanowisku przepływowym pokazują, że różnica między lustrzanym zakończonym portem wlotowym a szorstkim portem teksturowanym jest zwykle mniejsza niż 1%. Różnica między gładkim w dotyku Portem a optycznie lustrzaną powierzchnią nie jest mierzalna zwykłymi środkami. Otwory wylotowe mogą być gładko wykończone ze względu na przepływ suchego gazu i w interesie zminimalizowania gromadzenia się produktów ubocznych spalin. Wykończenie o ziarnistości 300-400, po którym następuje lekkie wzmocnienie, jest ogólnie uznawane za reprezentatywne dla niemal optymalnego wykończenia portów spalin.
powodem, dla którego wypolerowane porty nie są korzystne z punktu widzenia przepływu, jest to, że na styku metalowej ściany z powietrzem prędkość powietrza wynosi ZERO. Wynika to z działania zwilżającego powietrza i rzeczywiście wszystkich płynów. Pierwsza warstwa cząsteczek przylega do ściany i nie porusza się znacząco. Pozostała część pola przepływu musi przechodzić obok, co rozwija profil prędkości (lub gradient) w poprzek kanału. Aby chropowatość powierzchni mogła znacząco wpłynąć na przepływ, wysokie plamy muszą być wystarczająco wysokie, aby wystały w szybsze poruszające się powietrze w kierunku środka. Robi to tylko bardzo chropowata powierzchnia.
praca zaworu
praca zaworu jest operacją wykonywaną w dowolnym cyklu czterosuwowym silnika spalinowego, której celem jest wynurzenie współpracujących powierzchni zaworów grzybkowych i ich odpowiednich gniazd zaworów, które kontrolują wlot i wylot mieszanki powietrzno-paliwowej, która napędza ruch tłoków po cyklu rozruchowym.
w pierwszych silnikach samochodowych Zawory musiały zostać usunięte, a powierzchnie uszczelniające szlifowane, szlifowane lub docierane wiele razy w ciągu życia typowego silnika. W miarę upływu dziesięcioleci silniki były coraz czystsze, a dodanie tetraetyloadowej ingasoliny powodowało, że taka konserwacja stała się rzadsza. Obecnie prace zaworowe są rzadko wykonywane w SAMOCHODACH OSOBOWYCH w celu konserwacji, chociaż nadal są dość powszechne w samochodach o wysokich osiągach. Niektóre powody, które mogą wywołać potrzebę pracy zaworu w nowoczesnym pasażerze obejmują: nadmierna prędkość obrotowa, wysoki przebieg, przegrzanie, uszkodzenie materiału i uszkodzenie ciał obcych (FOD)
praca zaworu najlepiej wykonać za pomocą kamieni szlifierskich i narzędzi elektrycznych lub pneumatycznych. Można stosować mieszankę do docierania i narzędzie do docierania i jest bardziej ekonomiczne w przypadku naprawy samochodów w domu, jednak docieranie zapewni tylko ograniczone wyniki i nie będzie skuteczne w przypadku zaworu lub gniazda z czymś więcej niż bardzo lekkim zużyciem lub uszkodzeniem.
nowoczesne silniki mają głowice cylindrów wykonane z żelaza lub aluminium. Żelazne głowice cylindrów najczęściej mają integralne gniazda zaworów żelaznych. Fotele te są najdelikatniejsze i najbardziej podatne na zużycie wśród nowoczesnych silników. Aluminiowe głowice cylindrów mają jednak hartowane stalowe gniazda zaworów, ponieważ aluminium byłoby bardzo słabym miejscem. Te hartowane siedzenia ze stali są znacznie lepsze niż integralne siedzenia z żelazną głowicą i można je stosunkowo łatwo usunąć i wymienić w razie potrzeby. Jeśli konieczne jest zastąpienie integralnego żelaznego siedzenia, należy je wyfrezować, aby umożliwić wstawienie nowego siedzenia. Nowe siedzisko jest następnie instalowane za pomocą kleju/kleju metalowego o wysokiej wytrzymałości. Po zainstalowaniu siedzisko jest uziemione pod odpowiednim kątem i szerokością.
Zawory i gniazda zwykle mają ten sam kąt, aby prawidłowo się kojarzyć. Kąt ten wynosi zwykle 45 stopni, ale 30 stopni można znaleźć w wielu nowoczesnych zastosowaniach. Kątowi krycia często towarzyszą nacięcia kąta górnego i dolnego, które mają ugięcie o 15 stopni po każdej stronie kąta krycia. Dla siedzenia 45 stopni, górny kąt wynosiłby 30, a dolny 60). Ta metoda zwiększa przepływ powietrza, co daje łagodną moc, reakcję i poprawę wydajności.
kąt dopasowania gniazda wlotowego będzie zwykle równy połowie szerokości czoła zaworu (w silniku zapasowym). Aplikacje o wysokiej wydajności często mają bardzo cienkie miejsce krycia wlotu wynoszące około .025 ” do .030″. Fotele spalinowe powinny być ok .060 ” mniej niż powierzchnia czołowa zaworu, przy czym powierzchnia współpracująca gniazda jest .030 ” zarówno od góry, jak i od dołu powierzchni czołowej zaworu (umieszczenie krycia obu w środku powierzchni czołowej zaworu).
zawory powinny być sprawdzane pod kątem uszkodzeń, które uniemożliwią prawidłowe działanie i mogą prowadzić do katastrofalnej awarii. Pękanie, wżery, channeling i spalanie są typowymi problemami prowadzącymi do wymiany zaworu. Nawet pęknięcia linii włosów sprawiają, że zawór nie nadaje się do użytku. Wżery są dopuszczalne w małych ilościach, ale nie powinny być obecne na twarzy, marginesie lub łodydze. Kanałowanie jest wynikiem nierównomiernego nagrzewania zaworu (zwykle z niewłaściwego siedzenia podczas pracy) i jest widoczne przez odbarwienie cieplne w owalnym kształcie Na spodzie zaworu i często widoczne u podstawy trzpienia zaworu. Kontynuacja kanalizacji doprowadzi do spalonego zaworu, co prowadzi do topienia części zaworu. Jeżeli silnik jest poddawany nadmiernym obrotom lub nagłemu zatrzymaniu, wszystkie zawory należy sprawdzić pod kątem prostoliniowości. Jeśli zawór jest wygięty, doprowadzi to do awarii bardzo szybko i często uszkodzi Inne części, takie jak tłoki, ścianki cylindrów, inne zawory, Prowadnice zaworów i elementy układu zaworowego.
niektóre starsze samochody mają stosunkowo miękkie gniazda zaworów, które zużywają się szybciej, gdy są eksploatowane bez paliwa ołowiowego. Zwykle można je aktualizować za pomocą hartowanych gniazd zaworów, które są odporne na zużycie, niezależnie od tego, czy używane jest paliwo ołowiowe, czy bezołowiowe.
aktualizacja CVO 110 do CVO 113
125 do 140 koni mechanicznych
CVO 110 przenoszenie głowicy Cylindrów dla maksymalnej mocy
DC V-twin oferuje najnowsze przenoszenie głowicy cylindrów do modernizacji CVO 110. CVO pochodzi od Harley Davidson z mniej niż jeden koni mechanicznych na cal sześcienny. To mówi, że na stole pozostało dużo koni mechanicznych. Nasza aktualizacja przenoszenia głowicy cylindrów ożywi Twoje CVO.
Zobacz zdjęcia poniżej. Możesz zobaczyć, jak nasz ekspert głowica cylindra porter przekształca otwory wlotowe i wylotowe. To przekształcanie jest sztuką, którą można osiągnąć tylko dzięki wieloletniemu doświadczeniu. Dzięki ponad 30-letniemu projektowi Head porting w różnych formach sportów motorowych, nasz portier z głowicą Cylindrów może sprawić, że głowy na rowerze będą przepływać najbardziej powietrze z maksymalną prędkością.
w aktualizacji do CVO 110 znajduje się profesjonalny zawór, który łączy się z usługą przenoszenia głowicy cylindrów. CVO są dostarczane z dużymi zaworami przed fabryką,więc nie ma potrzeby kupowania większych zaworów, chyba że wybierasz się na nasz zestaw ultimate horsepower. Nasz zestaw CVO 110 Extreme horsepower zawiera nasz nowy niestandardowy tłok CVO 110. Nowy tłok uderzy silnik 110 do 113 cala sześciennego. Wystarczy zadzwonić do DC V-TWIN w sprawie wszystkich potrzeb związanych z przenoszeniem głowicy cylindrów pod numer 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING „INTAKE & EXHAUST PORT”
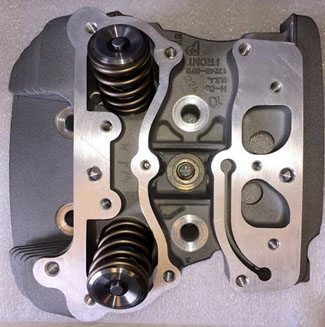

CVO 110 CUSTOM CYLINDER HEAD PORTING „CHAMBER & VALVE SPRINGS WITH TITANIUM RETAINERS”
CVO 110 UPGRADE CUSTOM PISTONS
DC V-Twin oferuje teraz niestandardowe tłoki do twojego CVO 110, które ulepszają CVO 110 do silnika o pojemności 113 cali sześciennych. Te niestandardowe tłoki CVO 110 zostały zaprojektowane specjalnie do modernizacji powolnego CVO 110. CVO 110 zazwyczaj prawie 90 koni mechanicznych z Harley Davidson. Po ulepszeniu za pomocą niestandardowych tłoków DC V-Twin, twój rower będzie miał 120 do 140 koni mechanicznych.
Dopasuj tłoki CVO 110 upgrade z portem głowicy cylindrów DC V-Twin i nową krzywką, aby z łatwością uzyskać ponad 120 koni mechanicznych lub możesz przenieść je na wyższy poziom za pomocą zaworów, krzywki, portu głowicy cylindrów, korpusu przepustnicy i oczywiście niestandardowych tłoków CVO 110, aby uzyskać ponad 140 koni mechanicznych. Niestandardowe tłoki CVO 110 są dostępne z niestandardową kopułą, aby zmaksymalizować kompresję, której brakuje Harley Davidson. Tłoki są wykonane na zamówienie w otworze 4.060, aby uzyskać niezbędne cale sześcienne, aby zabrać te CVO 110 do 113.060 nie ma więc potrzeby zakupu cylindrów na rynku wtórnym.
ta 140-konna aktualizacja CVO jest szczegółowo wyjaśniona w sekcji artykułu na stronie głównej. Daj swojemu rowerowi moc, której potrzebuje, aby z łatwością przejść podczas jazdy na dwóch. Ulepszenie CVO o mocy 140 km pochodzi wyłącznie od DC V-Twin i zostało opracowane przez DC V-Twins na Derek Churchwell.