Tło
folia aluminiowa jest wykonana ze stopu aluminium, który zawiera od 92 do 99 procent aluminium. Zwykle między 0,00017 i 0,0059 cala grubości, folia jest produkowany w wielu szerokościach i mocnych dosłownie setki zastosowań. Stosuje się go do produkcji izolacji termicznej dla budownictwa, zapasów fin do klimatyzatorów, cewek elektrycznych do transformatorów, kondensatorów do radiotelefonów i telewizorów, izolacji zbiorników magazynowych, produktów dekoracyjnych oraz pojemników i opakowań. Popularność folii aluminiowej dla tak wielu zastosowań wynika z kilku głównych zalet, jednym z najważniejszych jest to, że surowce niezbędne do jego produkcji są obfite. Folia aluminiowa jest tani, trwały, nietoksyczny i odporny na tłuszcz. Ponadto jest odporny na atak chemiczny i zapewnia doskonałe ekranowanie elektryczne i niemagnetyczne.
przesyłki (w 1991 roku) z folii aluminiowej wyniosła 913 milionów funtów, z opakowań reprezentujących siedemdziesiąt pięć procent rynku folii aluminiowej. Folia aluminiowa popularność jako materiał opakowaniowy jest ze względu na doskonałą nieprzepuszczalność pary wodnej i gazów. Wydłuża również okres przydatności do spożycia, zużywa mniej miejsca i generuje mniej odpadów niż wiele innych materiałów opakowaniowych. Preferowanie aluminium w opakowaniach elastycznych stało się w konsekwencji zjawiskiem globalnym. W Japonii folia aluminiowa jest używana jako składnik bariery w elastycznych puszkach. W Europie aluminiowe opakowania elastyczne dominują na rynku farmaceutycznych opakowań blistrowych i opakowań po cukierkach. Aseptyczne pudełko na napoje, które wykorzystuje cienką warstwę folii aluminiowej jako barierę przed tlenem, światłem i zapachem, jest również dość popularne na całym świecie.
aluminium jest ostatnio odkrytym z metali, które współczesny przemysł wykorzystuje w dużych ilościach. Znane jako” tlenek glinu ” związki glinu były używane do przygotowywania leków w starożytnym Egipcie i ustawiania barwników tkaninowych w średniowieczu. Na początku XVIII wieku naukowcy podejrzewali, że związki te zawierają metal, a w 1807 roku angielski chemik Sir Humphry Davy próbował go wyizolować. Chociaż jego wysiłki nie powiodły się, Davy potwierdził, że tlenek glinu ma metaliczną podstawę, którą początkowo nazwał „alumium.”Davy później zmienił to na” aluminium „i podczas gdy naukowcy w wielu krajach pisują termin” aluminium”, większość Amerykanów używa poprawionej pisowni Davy ’ ego. W 1825 roku duński chemik Hans Christian Ørsted z powodzeniem wyizolował aluminium, a dwadzieścia lat później niemiecki fizyk Friedrich Wohler był w stanie wytworzyć większe cząstki metalu, jednak cząstki Wohlera były nadal tylko wielkości głowic. W 1854 Henri Sainte-Claire Deville, francuski naukowiec, udoskonalił metodę Wohlera na tyle, aby stworzyć bryły aluminiowe tak duże jak kulki. Proces Deville ’ a stanowił fundament dla nowoczesnego przemysłu aluminiowego, a pierwsze wykonane pręty aluminiowe zostały wystawione w 1855 roku na wystawie w Paryżu.
w tym momencie wysokie koszty izolacji nowo odkrytego metalu ograniczyły jego zastosowania przemysłowe. Jednak w 1866 dwóch naukowców pracujących oddzielnie w Stanach Zjednoczonych i Francji jednocześnie opracowało to, co stało się znane jako metoda Halla-Héroulta oddzielania tlenku glinu od tlenu przez zastosowanie prądu elektrycznego. Podczas gdy Charles Hall i Paul-Louis-Toussaint Héroult opatentowali swoje odkrycia, odpowiednio w Ameryce i Francji, Hall jako pierwszy dostrzegł finansowy potencjał swojego procesu oczyszczania. W 1888
wraz z kilkoma partnerami założył firmę Pittsburgh Reduction Company, która w tym roku wyprodukowała pierwsze wlewki aluminiowe. Wykorzystując hydroelektryczność do zasilania dużej nowej fabryki konwersji w pobliżu wodospadu Niagara i dostarczając rosnący popyt przemysłowy na aluminium, firma Halla—przemianowana na Aluminum Company of America (Alcoa) w 1907 roku—rozkwitła. Héroult założył później spółkę Aluminium-Industrie-Aktien-Gesellschaft w Szwajcarii. Zachęcony rosnącym zapotrzebowaniem na aluminium podczas I I II wojny światowej, większość innych krajów uprzemysłowionych zaczęła produkować własne aluminium. W 1903 r. Francja stała się pierwszym krajem, który produkował folię z oczyszczonego aluminium. Stany Zjednoczone poszły za tym dekadę później, jego pierwszym zastosowaniem nowego produktu były opaski na nogi do identyfikacji gołębi wyścigowych. Folia aluminiowa została wkrótce wykorzystana do pojemników i opakowań, a II wojna światowa przyspieszyła ten trend, ustanawiając folię aluminiową jako główny materiał opakowaniowy. Do II Wojny Światowej Alcoa pozostawała jedynym amerykańskim producentem oczyszczonego aluminium, ale obecnie istnieje siedem głównych producentów folii aluminiowej zlokalizowanych w Stanach Zjednoczonych.
surowce
liczby Aluminium wśród najliczniejszych elementów: po tlen i krzem, jest to najbardziej obfity pierwiastek znajdujący się na powierzchni Ziemi, stanowiący ponad osiem procent skorupy do głębokości dziesięciu mil i występujący w prawie każdej zwykłej skale. Jednak aluminium nie występuje w czystej, metalicznej postaci, ale raczej jako uwodniony tlenek glinu (mieszanina wody i tlenku glinu) w połączeniu z krzemionką, tlenkiem żelaza i tytanią. Najbardziej znaczącą rudą glinu jest boksyt, nazwany na cześć francuskiego miasta Les Baux, gdzie został odkryty w 1821 roku. Boksyt zawiera żelazo i uwodniony tlenek glinu, przy czym ten ostatni stanowi jego największy materiał składowy. Obecnie boksyt jest na tyle obfity, że tylko złoża o zawartości tlenku glinu 45% lub więcej są wydobywane w celu wytworzenia aluminium. Skoncentrowane złoża znajdują się zarówno na półkuli północnej, jak i południowej, a większość rudy wykorzystywanej w Stanach Zjednoczonych pochodzi z Indii Zachodnich, Ameryki Północnej i Australii. Ponieważ boksyt występuje tak blisko powierzchni Ziemi, procedury wydobywcze są stosunkowo proste. Materiały wybuchowe są używane do otwierania dużych dołów w łóżkach boksytu, po czym górne warstwy brudu i Skały są usuwane. Odsłonięta ruda jest następnie usuwana za pomocą ładowaczy czołowych, układana w ciężarówki lub wagony kolejowe i transportowana do zakładów przetwórczych. Boksyt jest ciężki (zazwyczaj jedną tonę aluminium można wyprodukować od czterech do sześciu ton rudy), więc w celu zmniejszenia
koszt jego transportu, rośliny te są często położone jak najbliżej kopalni boksytu.
proces produkcji
ekstrakcja czystego aluminium z boksytu obejmuje dwa procesy. Po pierwsze, ruda jest rafinowana w celu wyeliminowania zanieczyszczeń, takich jak tlenek żelaza, krzemionka, Tytania i woda. Następnie powstały tlenek glinu jest wytapiany w celu wytworzenia czystego aluminium. Następnie aluminium jest walcowane w celu wytworzenia folii.
Rafinacja — proces Bayera
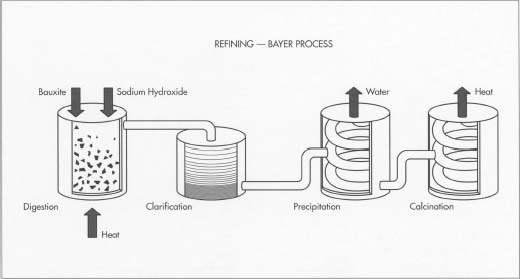
- 1 Proces Bayera stosowany do rafinacji boksytu składa się z czterech etapów: trawienia, klarowania, wytrącania i kalcynacji. Na etapie trawienia boksyt jest mielony i miesza się z wodorotlenkiem sodu, a następnie pompowany do dużych zbiorników pod ciśnieniem. W tych zbiornikach, zwanych komorami fermentacyjnymi, połączenie wodorotlenku sodu, ciepła i ciśnienia rozbija rudę na nasycony roztwór tlenku glinu sodu i nierozpuszczalnych zanieczyszczeń, które osiadają na dnie.
- 2 kolejna faza procesu, klarowanie, polega na wysyłaniu roztworu i zanieczyszczeń przez zestaw zbiorników i pras. Na tym etapie filtry tkaninowe zatrzymują zanieczyszczenia, które są następnie usuwane. Po ponownym przefiltrowaniu pozostały roztwór jest transportowany do wieży chłodniczej.
- 3 w następnym etapie, wytrącanie, roztwór tlenku glinu przenosi się do dużego silosu, gdzie, w adaptacji metody Deville, płyn jest wysiewany Kryształami uwodnionego aluminium, aby promować tworzenie cząstek aluminium. Gdy kryształy nasion przyciągają inne kryształy w roztworze, zaczynają tworzyć się duże kępy uwodnionego aluminium. Są one najpierw filtrowane, a następnie płukane.
- 4 kalcynacja, ostatni etap procesu uszlachetniania firmy Bayer, wiąże się z narażeniem na działanie wysokich temperatur uwodnionego aluminium. To ekstremalne ciepło odwadnia materiał, pozostawiając pozostałość drobnego białego proszku: tlenek glinu.
wytapianie
- 5 wytapianie, które oddziela związek glinowo-tlenowy (tlenek glinu) wytwarzany w procesie Bayera, jest kolejnym etapem ekstrakcji czystego, metalicznego aluminium z boksytu. Chociaż obecnie stosowana procedura wywodzi się z metody elektrolitycznej wynalezionej współcześnie przez Charlesa Halla i Paula-Louisa-Toussaint Héroulta pod koniec XIX wieku, została zmodernizowana. Po pierwsze, tlenek glinu rozpuszcza się w komórce wytapiającej, głębokiej stalowej formie wyłożonej węglem i wypełnionej ogrzanym przewodnikiem płynnym, który składa się głównie z kriolitu ze Związku aluminium.
- 6 Następnie przez Kriolit przepływa prąd elektryczny, powodując powstanie skorupy nad stopionym tlenkiem glinu. Gdy dodatkowy tlenek glinu jest okresowo mieszany do mieszaniny, skorupa ta jest łamana i mieszana. Gdy tlenek glinu rozpuszcza się, elektrolitycznie rozkłada się, tworząc warstwę czystego, stopionego aluminium na dnie komory wytapiania. Tlen łączy się z węglem używanym do linii komórki i ucieka w postaci dwutlenku węgla.
- 7 nadal w postaci stopionej oczyszczone aluminium jest pobierane z komórek wytapiania, przenoszone do tygli i opróżniane do pieców. Na tym etapie można dodać inne elementy do produkcji stopów aluminium o właściwościach odpowiednich do produktu końcowego, chociaż folia jest zwykle wykonana z czystego aluminium w 99,8 lub 99,9 procent. Ciecz jest następnie wlewana do urządzeń do bezpośredniego chłodzenia, gdzie chłodzi się na duże płyty zwane ” wlewkami „lub” Reroll stock.”Po wyżarzaniu—obróbce cieplnej w celu poprawy urabialności—wlewki nadają się do zwijania w folię .
 Folia produkowana jest z materiału aluminiowego poprzez toczenie jej między ciężkimi rolkami. Walcowanie daje dwa naturalne wykończenia na folii, jasne i matowe. Gdy folia wyłania się z rolek, noże okrągłe tną ją na prostokątne kawałki.
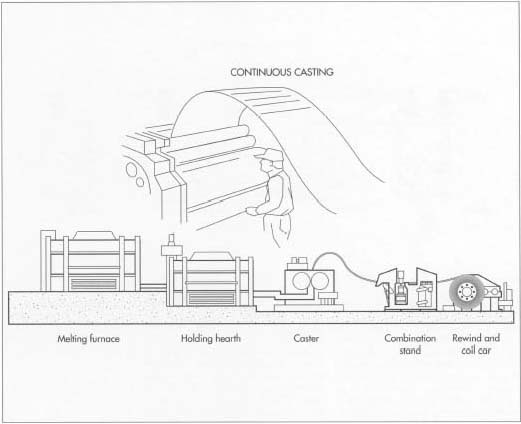
Folia produkowana jest z materiału aluminiowego poprzez toczenie jej między ciężkimi rolkami. Walcowanie daje dwa naturalne wykończenia na folii, jasne i matowe. Gdy folia wyłania się z rolek, noże okrągłe tną ją na prostokątne kawałki. - alternatywną metodą topienia i odlewania aluminium jest „odlewanie ciągłe.”Proces ten obejmuje linię produkcyjną składającą się z pieca do topienia, paleniska do przechowywania stopionego metalu, systemu przenoszenia, jednostki odlewniczej, jednostki kombinowanej składającej się z rolek zaciskowych, ścinania i uzdy oraz samochodu do przewijania i cewki. Obie metody produkują zapasy o grubościach od 0,125 do 0,250 cala (0,317 do 0,635 centymetra) i różnych szerokościach. Zaletą metody ciągłego odlewania jest to, że nie wymaga ona wyżarzania przed walcowaniem folii, podobnie jak proces topienia i odlewania, ponieważ wyżarzanie odbywa się automatycznie podczas procesu odlewania.
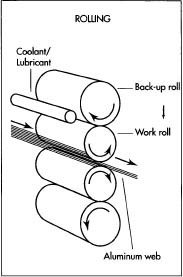
Rolling foil
- 8 po wytworzeniu folii należy zmniejszyć grubość, aby wykonać folię. Odbywa się to w walcowni, gdzie materiał jest kilkakrotnie przepuszczany przez metalowe rolki zwane rolkami roboczymi. Ponieważ arkusze (lub wstęgi) aluminium przechodzą przez rolki, są one ściskane cieńsze i wytłaczane przez szczelinę między rolkami. Walce robocze są sparowane z cięższymi rolkami zwanymi rolkami zapasowymi, które wywierają nacisk, aby utrzymać stabilność walców roboczych. Pomaga to utrzymać Wymiary produktu w granicach tolerancji. Rolki robocze i zapasowe obracają się w przeciwnych kierunkach. Smary są dodawane w celu ułatwienia procesu walcowania. Podczas tego procesu walcowania aluminium czasami musi być wyżarzane (poddane obróbce cieplnej), aby utrzymać jego urabialność.
- redukcja folii jest kontrolowana przez regulację obrotów rolek i lepkości (oporu przepływu), ilości i temperatury smarów tocznych. Szczelina rolki określa zarówno grubość, jak i długość folii opuszczającej frezarkę. Szczelinę tę można regulować podnosząc lub opuszczając górną rolkę roboczą. Walcowanie daje dwa naturalne wykończenia na folii, jasne i matowe. Jasne wykończenie powstaje, gdy folia styka się z powierzchniami rolek roboczych. Aby uzyskać matowe wykończenie, dwa arkusze muszą być pakowane razem i zwijane jednocześnie; kiedy to zrobisz, boki, które się dotykają, kończą się matowym wykończeniem. Inne mechaniczne metody wykańczania, zwykle wytwarzane podczas operacji konwersji, mogą być stosowane do produkcji niektórych wzorów.
- 9 ponieważ arkusze folii przechodzą przez rolki, są one przycinane i rozcinane za pomocą okrągłych lub jak brzytwa noży zainstalowanych na walcowni. Przycinanie odnosi się do krawędzi folii, podczas gdy cięcie polega na cięciu folii na kilka arkuszy. Kroki te są używane do produkcji wąskich zwojów szerokości, do przycinania krawędzi materiału powlekanego lub laminowanego oraz do produkcji prostokątnych elementów. W przypadku niektórych operacji wytwarzania i konwersji wstęgi, które zostały zerwane podczas walcowania, muszą być ponownie połączone ze sobą lub splecione. Typowe rodzaje splotów do łączenia wstęg zwykłej folii i / lub folii z podkładem obejmują ultradźwiękową, zgrzewaną taśmę, taśmę uszczelniającą dociskową i spawaną elektrycznie. Spawanie ultradźwiękowe wykorzystuje spoinę półprzewodnikową-wykonaną za pomocą przetwornika ultradźwiękowego—w nakładanym metalu.
procesy wykończeniowe
- 10 do wielu zastosowań folia jest stosowana w I V / połączeniu z innymi materiałami. Może być pokryty szeroką gamą materiałów, takich jak polimery i żywice, do celów dekoracyjnych, ochronnych lub zgrzewających. Może być laminowany na papierach, tekturach i foliach z tworzyw sztucznych. Może być również cięty, formowany w dowolny kształt, drukowany, wytłaczany, rozcięty na paski, arkuszowany, trawiony i anodowany. Gdy folia jest w końcowym stanie, jest odpowiednio pakowana i wysyłana do klienta.
Kontrola jakości
oprócz kontroli w trakcie procesu takich parametrów jak temperatura i czas, gotowy produkt foliowy musi spełniać określone wymagania. Na przykład stwierdzono, że różne procesy konwersji i zastosowania końcowe wymagają różnych stopni suchości na powierzchni folii w celu uzyskania zadowalającej wydajności. Test zwilżalności jest używany do określenia suchości. W tym badaniu różne roztwory alkoholu etylowego w wodzie destylowanej, w krokach co dziesięć procent objętości, wlewa się równomiernym strumieniem na powierzchnię folii. Jeśli nie ma postaci kropli, zwilżalność wynosi zero. Proces jest kontynuowany do momentu ustalenia, jaki minimalny procent roztworu alkoholu całkowicie zwilży powierzchnię folii.
Inne ważne właściwości to grubość i wytrzymałość na rozciąganie. Standardowe metody badań zostały opracowane przez American Society for Testing and Materials (ASTM). Grubość określa się przez ważenie próbki i pomiar jej powierzchni, a następnie podzielenie masy przez iloczyn powierzchni razy gęstość stopu. Badanie naciągu folii musi być starannie kontrolowane, ponieważ na wyniki badań mogą mieć wpływ szorstkie krawędzie i obecność małych wad, a także inne zmienne. Próbkę umieszcza się w uchwycie i przykłada się siłę rozciągającą lub ciągnącą do momentu pęknięcia próbki. Mierzy się siłę lub siłę potrzebną do rozbicia próbki.
przyszłość
popularność folii aluminiowej, zwłaszcza do opakowań elastycznych, będzie nadal rosnąć. Czterostronne, uszczelnione woreczki zyskały szeroką popularność w zastosowaniach wojskowych, medycznych i detalicznych oraz, w większych rozmiarach, w instytucjonalnych opakowaniach gastronomicznych. Woreczki zostały również wprowadzone do pakowania 1,06 do 4,75 galonów (4-18 litrów) wina zarówno na rynki detaliczne i restauracyjne, jak i na inne rynki usług gastronomicznych. Ponadto nadal opracowywane są inne produkty do innych zastosowań. Wzrost popularności kuchenek mikrofalowych spowodował rozwój kilku form półsztywnych pojemników na bazie aluminium zaprojektowanych specjalnie dla tych pieców. Ostatnio opracowano specjalne folie kuchenne do grillowania.
jednak nawet folia aluminiowa jest analizowana pod względem przyjazności dla środowiska.”W związku z tym producenci zwiększają swoje wysiłki w obszarze recyklingu; w rzeczywistości wszyscy amerykańscy producenci folii rozpoczęli programy recyklingu, mimo że całkowity tonaż i wskaźnik wychwytywania folii aluminiowej jest znacznie niższy niż w przypadku łatwych do recyklingu puszek aluminiowych. Folia aluminiowa ma już tę zaletę, że jest lekka i mała, co pomaga zmniejszyć jej udział w strumieniu odpadów stałych. W rzeczywistości laminowane opakowanie z folii aluminiowej stanowi zaledwie 17 / 10% jednego procenta odpadów stałych w USA.
w przypadku odpadów opakowaniowych najbardziej obiecującym rozwiązaniem może być redukcja źródeł. Na przykład opakowanie 65 funtów (29,51 kilograma) kawy w stalowych puszkach wymaga 20 funtów (9,08 kilograma) stali, ale tylko trzy funty (4,08 kilograma) laminowanego opakowania, w tym folii aluminiowej. Takie opakowania zajmują również mniej miejsca na składowisku. Dział folii aluminiowych Stowarzyszenia opracowuje nawet program edukacyjny na temat folii aluminiowej dla uniwersytetów i profesjonalnych projektantów opakowań, aby pomóc informować takich projektantów o korzyściach płynących z przejścia na opakowania elastyczne.
folia aluminiowa zużywa również mniej energii podczas produkcji i dystrybucji, a złom w zakładzie jest poddawany recyklingowi. W rzeczywistości recykling aluminium, w tym puszek i folii, stanowi ponad 30 procent rocznych dostaw metalu w branży. Liczba ta rośnie od kilku lat i oczekuje się, że będzie się utrzymywać. Ponadto procesy stosowane podczas produkcji folii są ulepszane w celu zmniejszenia zanieczyszczenia powietrza i odpadów niebezpiecznych.
gdzie dowiedzieć się więcej
Książki
Stowarzyszenie Aluminium. 1981.
czasopisma
„właściwości barierowe stymulują wzrost opakowań z folii aluminiowej”, Aktualności FoilPak. Stowarzyszenie Aluminium. Jesień, 1992.
„the Best Ways to Keep Food Fresh: a Roundup of the Most Effective and most economic Wraps, Bag, and Containers”, Consumer Reports. Luty, 1989, s. 120+.
Gracey, Kathryn K. „Aluminium w kuchenkach mikrofalowych”. Styczeń, 1989, str. 2.
„Promuj nawet kuchnię folią”, „Southern Living”. 130-131
– L. S. Millberg