背景
アルミ箔は、92と99パーセントのアル 通常厚い0.00017そして0.0059インチの間でホイルは何百もの適用のための多くの幅そして強さで文字通り作り出されます。 建設業のための断熱材、エアコンのためのひれの在庫、変圧器のための電気コイル、ラジオおよびテレビのためのコンデンサー、貯蔵タンクのための絶縁材、装飾的なプロダクトおよび容器および包装を製造することを使用する。 非常に多くの用途のためのアルミニウム箔の人気は、その製造に必要な原材料が豊富であることを最も重要な利点の1つであるいくつかの主な利点によるものである。 アルミ箔は安価で、耐久性があり、無毒で、耐油性があります。 さらに、それは化学攻撃に抵抗し、優秀な電気および非磁気保護を提供する。
アルミニウム箔の出荷台数(1991年)は913万ポンドで、包装はアルミニウム箔市場の七十から五パーセントを表しています。 包装材料としてのアルミ箔の人気は、水蒸気やガスに対する優れた不透過性によるものです。 それはまた保存性を拡張し、より少ない記憶空間を使用し、そして他の多くの包装材料よりより少ない無駄を発生させます。 柔軟材包装のアルミニウムのための好みはその結果全体的な現象になりました。 日本では、アルミホイルは適用範囲が広い缶で障壁の部品として使用されます。 ヨーロッパでは、アルミニウム柔軟材包装は薬剤のブリスターパッケージおよびキャンデーのラッパーのための市場を支配します。 酸素、光、臭気に対する障壁としてアルミ箔の薄い層を使用する無菌ドリンクボックスも世界中で非常に人気があります。
アルミニウムは、現代の産業が大量に利用する金属の中で最も最近発見されたものです。 “アルミナ”として知られているアルミニウム化合物は、古代エジプトで薬を調製し、中世に布の染料を設定するために使用されました。 18世紀初頭までに、科学者たちはこれらの化合物に金属が含まれていることを疑い、1807年にイギリスの化学者サー-ハンフリー-デービーがそれを単離しようとした。 彼の努力は失敗したが、Davyはアルミナが最初に”alumium”と呼ばれる金属ベースを持っていることを確認した。”デイビーは後にこれを”アルミニウム”に変更し、多くの国の科学者が”アルミニウム”という用語を綴る一方で、ほとんどのアメリカ人はデイビーの改訂されたスペルを使用している。 1825年、デンマークの化学者Hans Christian Ørstedがアルミニウムの単離に成功し、20年後、ドイツの物理学者Friedrich Wohlerがより大きな金属粒子を作ることができましたが、Wohlerの粒子はまだピンヘッドの大きさに過ぎませんでした。 1854年、フランスの科学者アンリ-サント=クレール-デヴィルは、ビー玉ほどの大きさのアルミニウム塊を作るのに十分なウォーラーの方法を洗練した。 デビルのプロセスは現代のアルミニウム産業の基礎を提供し、最初に作られたアルミニウムバーは1855年にパリ万国博覧会に展示されました。
この時点で、新たに発見された金属を単離するための高コストは、その産業用途を制限しました。 しかし、1866年には、米国とフランスで別々に働いていた二人の科学者が、電流を印加することによってアルミナを酸素から分離するHall-Héroult法として知られるようになったものを同時に開発した。 シャルル-ホールとポール-ルイ-トゥーサン-エロールの両方がそれぞれアメリカとフランスで特許を取得しているが、ホールは彼の精製プロセスの財政的可能性を最初に認識していた。 1888年
彼といくつかのパートナーは、その年の最初のアルミニウムインゴットを生産ピッツバーグ削減会社を設立しました。 ナイアガラフォールズ近くの大規模な新しい変換工場に水力発電を使用し、アルミニウムのための急成長する産業需要を供給するために、ホールの会社は1907年にアルミニウム—カンパニー—オブ-アメリカ(Alcoa)と改名され、繁栄した。 その後、エルールはスイスにアルミニウム-インダストリー-アクティエン-ゲゼルシャフトを設立した。 第一次世界大戦と第二次世界大戦中のアルミニウムの需要の増加に励まされ、他のほとんどの先進国は独自のアルミニウムを生産し始めました。 1903年、フランスは精製されたアルミニウムから箔を生産する最初の国になりました。 米国は10年後に追随し、レースハトを識別するための脚のバンドである新製品の最初の使用。 アルミホイルはすぐに容器および包装のために使用され、第二次世界大戦は主要な包装材料としてアルミホイルを確立するこの傾向を加速しました。 第二次世界大戦まで、アルコアは精製されたアルミニウムの唯一のアメリカの製造業者に残ったが、今日米国にあるアルミホイルの七つの主要な生産者がある。
原料
最も豊富な要素の中でアルミニウム番号: 酸素とケイ素の後、それは地球の表面で見つかった最も豊富な要素であり、地殻の8%以上を10マイルの深さまで占め、ほぼすべての一般的な岩に現れ しかし、アルミニウムは純粋な金属形態ではなく、シリカ、酸化鉄、およびチタニアと組み合わせた水和酸化アルミニウム(水とアルミナの混合物)とし 最も重要なアルミニウム鉱石はボーキサイトであり、1821年に発見されたフランスの町レ-ボーにちなんで命名された。 ボーキサイトは鉄と水和した酸化アルミニウムを含み、後者はその最大の構成材料を表す。 現在、ボーキサイトは十分に豊富であり、酸化アルミニウム含有量が四十から五パーセント以上の鉱床のみが採掘されてアルミニウムが製造されている。 濃縮鉱床は北半球と南半球の両方で見られ、米国で使用される鉱石のほとんどは西インド諸島、北アメリカ、オーストラリアから来ています。 ボーキサイトは地球の表面に非常に近い場所で発生するため、採掘手順は比較的簡単です。 爆発物はボーキサイト床の大きなピットを開くために使用され、その後、汚れや岩の最上層が取り除かれます。 露出した鉱石は前端の積込み機によってそれから取除かれ、トラックか鉄道車両で積まれ、そして処理工場に運ばれます。 ボーキサイトは重い(一般的に、アルミニウムの一トンは、鉱石の四から六トンから製造することができる)ので、減らすために、
それを輸送するコストは、これらの植物は、多くの場合、ボーキサイト鉱山にできるだけ近くに位置しています。
製造プロセス
ボーキサイトから純粋なアルミニウムを抽出するには、二つのプロセスが必要です。 最初に、鉱石は酸化鉄、無水ケイ酸、チタニアおよび水のような不純物を除去するために精製されます。 次いで、得られた酸化アルミニウムを製錬して純粋なアルミニウムを製造する。 その後、アルミニウムを圧延して箔を製造する。
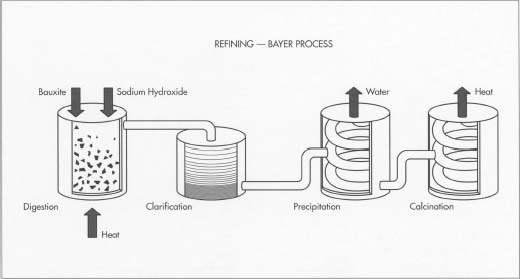
精製バイエルプロセス
- 1ボーキサイトを精製するために使用されるバイエルプロセスは、消化、清澄化、沈殿、焼成の4つのステッ 消化の段階の間に、ボーキサイトは大きい、加圧タンクにポンプでくまれる前に水酸化ナトリウムとひかれ、混合されます。 消化器と呼ばれるこれらのタンクでは、水酸化ナトリウム、熱、および圧力の組み合わせが鉱石をアルミン酸ナトリウムと不溶性汚染物質の飽和溶液
- 2プロセスの次の段階である清澄化は、一連のタンクとプレスを通して溶液と汚染物質を送ることを伴います。 この段階の間に、布フィルターはそれから捨られる汚染物を引っ掛けます。 再び濾過された後、残りの溶液は冷却塔に輸送される。
- 3次の段階では、沈殿、酸化アルミニウム溶液は大きなサイロに移動し、Deville法の適応では、流体に水和アルミニウムの結晶が播種され、アルミニウム粒子の形成を促進する。 種結晶が溶液中の他の結晶を引き付けると、アルミニウム水和物の大きな塊が形成され始める。 これらは最初にろ過され、次にすすいでいます。
- 4焼成、バイエル微細化プロセスの最後のステップは、高温にアルミニウム水和物を露出させることを伴います。 酸化アルミニウム:この極端な熱は、微細な白色粉末の残留物を残して、材料を脱水します。
製錬
- 5バイエルプロセスによって生成されたアルミニウム-酸素化合物(アルミナ)を分離する製錬は、ボーキサイトから純粋な金属アル 現在使用されている手順は、19世紀後半にCharles HallとPaul-Louis-Toussaint Héroultによって同時期に発明された電解法に由来していますが、近代化されています。 最初に、アルミナは製錬セル、炭素で裏打ちされた深い鋼型に溶解し、主にアルミニウム化合物の氷晶石からなる加熱された液体導体で満たされる。
- 6次に、電流が氷晶石を通って流れ、アルミナ溶融物の上部に地殻が形成される。 追加のアルミナが混合物中に周期的に攪拌されると、この地殻は破壊され、同様に攪拌される。 アルミナが溶解すると、それは電解的に分解して、製錬セルの底に純粋な溶融アルミニウムの層を生成する。 酸素は、細胞を並べるために使用される炭素と合流し、二酸化炭素の形で逃げる。
- 7まだ溶融形態では、精製されたアルミニウムは、製錬セルから引き出され、るつぼに移され、炉に空にされる。 この段階では、最終製品に適した特性を有するアルミニウム合金を製造するために他の元素を添加することができるが、箔は一般的に99.8または99.9%の純粋なアルミニウムから作られる。 液体は”インゴット”か”rerollの在庫と呼ばれる大きい平板に冷却する直接冷えの鋳造装置にそれから注がれる。”アニールされた後—加工性を改善するために扱われる熱-インゴットはホイルに転がることのために適しています。
 ホイルは重いローラーの間でそれを転がすことによってアルミニウム在庫から作り出されます。 圧延はホイルの2つの自然な終わりを、明るく、無光沢作り出します。 ホイルがローラーから出ると同時に、円のナイフは長方形の部分にそれを切りました。
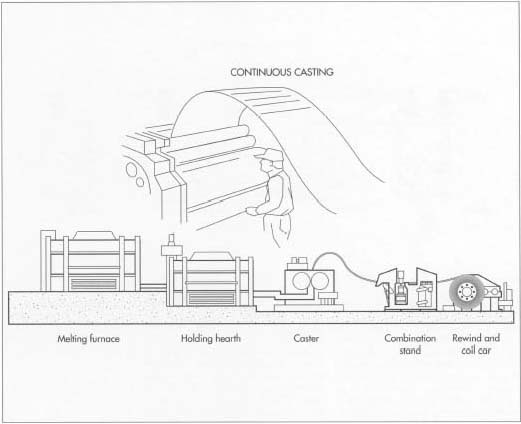
ホイルは重いローラーの間でそれを転がすことによってアルミニウム在庫から作り出されます。 圧延はホイルの2つの自然な終わりを、明るく、無光沢作り出します。 ホイルがローラーから出ると同時に、円のナイフは長方形の部分にそれを切りました。 - アルミニウムを溶融して鋳造する別の方法は、”連続鋳造”と呼ばれます。”このプロセスには、溶融炉、溶融金属を収容するための保持炉、移送システム、鋳造ユニット、ピンチロール、せん断およびブライドル、巻き戻しおよびコ 方法は両方とも0.125から0.250インチ(0.317から0.635センチメートル)まで及ぶ厚さとさまざまな幅の在庫を作り出す。 連続鋳造法の利点は、鋳造プロセス中に焼鈍が自動的に達成されるため、溶融および鋳造プロセスと同様に、箔圧延前に焼鈍工程を必要としないこ
圧延ホイル
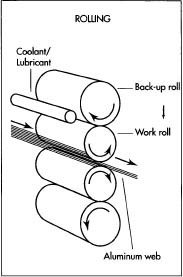
- 8ホイルの在庫がなされた後、ホイルを作るために厚さで減らされなければなりません。 これは材料が仕事ロールと呼ばれる金属ロールを通して数回渡される圧延製造所で達成されます。 アルミニウムのシート(またはウェブ)がロールを通過すると、それらはより薄く絞られ、ロール間の隙間を通って押出される。 ワークロールは、ワークロールの安定性を維持するために圧力をかけるバックアップロールと呼ばれる重いロールと対になっています。 これは許容内のプロダクト次元を保持するのを助ける。 作業ロールとバックアップロールは反対方向に回転します。 潤滑油は圧延プロセスを促進するために加えられる。 この圧延プロセスの間に実行可能性を維持するために、アルミニウムは時折アニールされなければなりません(熱処理されます)。
- ホイルの減少はロールのrpmおよび粘着性(流れへの抵抗)、量および圧延の潤滑油の温度の調節によって制御されます。
- ホイルの減少はロールの回転 ロールギャップは製造所を去るホイルの厚さそして長さを両方定めます。 このギャップは上部の仕事ロールを上げるか、または下げることによって調節することができる。 圧延はホイルの2つの自然な終わりを、明るく、無光沢作り出します。 明るい終わりはホイルが仕事ロール表面と接触するとき作り出される。 無光沢の終わりを作り出すためには、2枚のシートは一緒に詰まり、同時に転がされなければなりません; これが行われると、お互いに触れている側面はマット仕上げになります。 通常、変換作業中に製造される他の機械的仕上げ方法は、特定のパターンを製造するために使用することができる。
- 9箔シートがローラーを通ってくると、ロールミルに取り付けられた円形またはかみそりのようなナイフでトリミングされ、スリットされます。 トリミングは箔の端を指し、スリットは箔をいくつかのシートに切断することを含む。 これらのステップが狭いコイル状の幅を作り出し、上塗を施してあるか、または薄板にされた在庫の端を整え、長方形の部分を作り出すのに使用さ ある特定の製造および変換操作のために、圧延の間に壊れた網は一緒に結合されるか、または接続されなければなりません。 共通のタイプの明白なホイルや支持されたホイルの接合の網のためのスプライスは超音波、ヒートシールテープ、圧力シーリングテープおよび電気溶接されて 超音波スプライスは-重ねられた金属の超音波トランスデューサーとなされる固体溶接を使用する。
仕上げプロセス
- 10多くの用途で、箔は他の材料とのI V/組み合わせで使用されています。 それは材料の広い範囲と、装飾的な、保護のか、またはヒートシールの目的のためのポリマーそして樹脂のような、塗ることができる。 それはペーパー、ボール紙およびプラスチックフィルムに薄板にすることができます。 それはまた、切断し、任意の形状に形成し、印刷し、エンボス加工し、ストリップにスリットし、シート化し、エッチングし、陽極酸化することができる。 ホイルが最終的な状態にあれば、それに応じて包まれ、顧客に出荷されます。
品質管理
温度や時間などのパラメータのプロセス内制御に加えて、完成した箔製品は一定の要件を満たさなければなりません。 例えば、異なる変換プロセスおよび最終用途は、満足のいく性能のために箔表面に様々な程度の乾燥を必要とすることが見出されている。 ぬれ性テストが乾燥を定めるのに使用されています。 このテストでは、蒸留水のエチルアルコールの異なった解決は、容積によって十パーセントの増分で、ホイルの表面に均一流れで注がれます。 滴が形成されない場合、濡れ性はゼロである。 このプロセスは、アルコール溶液の最小パーセントが箔表面を完全に濡らすかどうかが決定されるまで継続される。
他の重要な特性は厚さおよび引張強さです。 標準的なテスト方法はテストおよび材料(ASTM)のためのアメリカの社会によって開発されました。 厚さは、サンプルの重量を測定し、その面積を測定し、重量を面積と合金密度の積で除算することによって決定されます。 箔の引張試験は、試験結果が粗いエッジや小さな欠陥の存在、および他の変数によって影響される可能性があるため、慎重に制御する必要があります。 サンプルはグリップに置かれ、サンプルのひびが起こるまで抗張か引き力は応用である。 サンプルを壊すのに必要な力か強さは測定されます。
未来
アルミ箔の人気は、特に柔軟な包装のために、成長していきます。 Four-sided、ひれ密封された袋は軍、医学の、および小売りの食糧塗布と、制度上のフードサービスのパックのためのより大きいサイズのための広い人気を得た。 袋はまた小売りおよびレストランの市場と他のフードサービスの市場のためのワインの1.06から4.75ガロン(4-18リットル)を包むために導入された。 さらに、他のプロダクトは他の適用のために開発され続けます。 電子レンジの人気の増加はこれらのオーブンのためにとりわけ設計されているアルミニウムベースの半硬式の容器の複数の形態の開発で起因した。 最近では、バーベキュー用の特別な調理箔が開発されている。
しかし、アルミ箔でさえ、その環境”親しみやすさ”に関して精査されています。 実際、アルミ箔の総トン数と回収率はリサイクルしやすいアルミ缶よりもはるかに低いにもかかわらず、米国のすべての箔生産者がリサイクルプロ アルミ箔はすでに軽量で小型であるという利点を有しており、固形廃棄物の流れへの寄与を減らすのに役立ちます。 実際は、薄板にされたアルミホイルの包装は米国の固形廃棄物の1%のちょうど17/lOOthsを表します。
包装廃棄物のために、最も有望な解決策は、ソース削減することができます。 例えば、65ポンド(29.51キログラム)のコーヒーをスチール缶に包装するには、20ポンド(9.08キログラム)のスチールが必要ですが、アルミ箔を含む積層包装は3ポンド(4.08キログラム)しか必要ありません。 そのような包装はまたごみ処理のより少ないスペースをとる。 アルミニウム連合のホイルの部分は柔軟材包装への転換の利点をそのようなデザイナーに知らせるのを助けるために大学および専門の包装デザイナー
アルミ箔はまた、工場内のスクラップがリサイクルされて、製造と流通の両方でより少ないエネルギーを使用します。 実際には、缶や箔を含むリサイクルアルミニウムは、金属の業界の年間供給の30%以上を占めています。 この数は数年前から増加しており、継続すると予想されています。 さらに、ホイルの製造業の間に使用されるプロセスは大気汚染および有害廃棄物を減らすために改良されています。
詳細を学ぶ場所
本
アルミ箔。 アルミニウム協会。 1981.
定期刊行物
“障壁の質はアルミホイルの包装の成長を刺激する、”FoilPakのニュース。 アルミニウム協会。 1992年秋
“食品を新鮮に保つための最良の方法:最も効果的で最も経済的なラップ、バッグ、容器のまとめ”消費者は報告しています。 1989年2月、p.120+。
グレイシー、キャスリンK。 “マイクロ波のアルミニウム、”消費者の研究雑誌。 1989年(平成元年)2月、p.
“箔でも料理を促進する、”南部の生活。 1987年12月、130-131頁。
—L.S.ミルバーグ
-L.S.ミルバーグ
-L.S.ミルバーグ