cylinderhovedportering henviser til processen med at ændre indsugnings-og udstødningsportene i en forbrændingsmotor for at forbedre kvaliteten og mængden af luftstrømmen. Cylinderhoveder, som fremstillet, er normalt suboptimale på grund af design-og produktionsbegrænsninger. Portering af hovederne giver den fint detaljerede opmærksomhed, der kræves for at bringe motoren til det højeste effektivitetsniveau. Mere end nogen anden enkelt faktor er porteringsprocessen ansvarlig for den høje effekt af moderne motorer.
denne proces kan anvendes på en standard racermotor for at optimere dens effekt såvel som til en produktionsmotor for at gøre den til en racermotor, for at forbedre dens effekt til daglig brug eller for at ændre dens effektudgangsegenskaber, så de passer til en bestemt applikation.daglig menneskelig erfaring med luft giver indtryk af, at luft er lys og næsten ikke-eksisterende, når vi bevæger os langsomt gennem den. En motor, der kører med høj hastighed, oplever imidlertid et helt andet stof. I den sammenhæng kan luft betragtes som tyk, klæbrig, elastisk, klæbrig og tung. Pumpning det er et stort problem for motorer, der kører med hastighed, så hovedportering hjælper med at lindre dette.
portændringer
når en ændring besluttes gennem omhyggelig strømningstest med en luftstrømsbænk, kan det originale portvægmateriale omhyggeligt omformes manuelt med formslibemaskiner eller ved numerisk styrede fræsemaskiner. Ved større ændringer skal portene svejses op eller på lignende måde opbygges for at tilføje materiale, hvor der ikke eksisterede noget.
 |
|
|
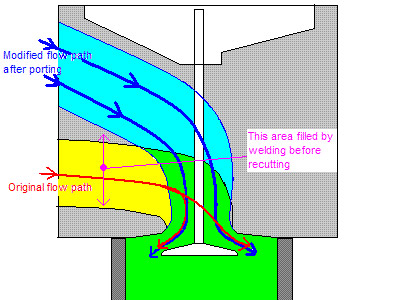
denne illustration viser forskellen mellem en dårlig udførende port og et fremragende design efter portering modifikation. Forskellen mellem de to viser den generelle ide om at forbedre havnestrømmen. Højere og mere lige er bedre for maksimal effekt. den viste modifikation kaldes almindeligvis “forøgelse af nedtrækningsvinklen” og er begrænset af mekaniske begrænsninger såsom motorrumshøjde, mængden af materiale i forældrestøbningen eller flytning af ventiludstyr for at rumme den længere ventilstamme. Ændringer denne ekstreme er sjældent gjort. |
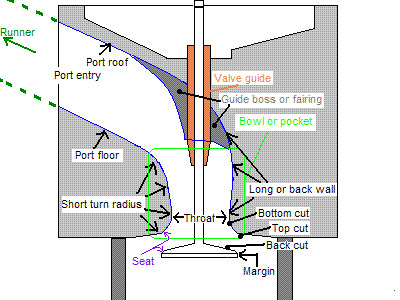
dele af porten og deres terminologi. |
Porting og polering
det er populært at udvide portene til den maksimale størrelse og anvende en spejlfinish er, hvad porting er. Men det er ikke tilfældet. Nogle havne kan udvides til deres maksimale størrelse (i overensstemmelse med det højeste niveau af aerodynamisk effektivitet), men disse motorer er højtudviklede enheder med meget høj hastighed, hvor havnenes faktiske størrelse er blevet en begrænsning. Større porte flyder mere brændstof/luft ved højere omdrejningstal, men ofrer Drejningsmoment ved lavere omdrejningstal på grund af lavere brændstof/lufthastighed. En spejlfinish af porten giver ikke den stigning, som intuitionen antyder. Faktisk inden for indsugningssystemer er overfladen normalt bevidst struktureret til en grad af ensartet ruhed for at tilskynde brændstof, der er deponeret på havnevæggene, til at fordampe hurtigt. En ru overflade på udvalgte områder af porten kan også ændre strømmen ved at aktivere grænselaget, hvilket kan ændre strømningsvejen mærkbart og muligvis øge strømmen. Dette svarer til, hvad de smilehuller på en golfbold gøre. Test af strømningsbænk viser, at forskellen mellem en spejlfærdig indsugningsport og en grov tekstureret port typisk er mindre end 1%. Forskellen mellem en glat til berøringsporten og en optisk spejlet overflade kan ikke måles på almindelige måder. Udstødningsporte kan være glatte færdige på grund af tørgasstrømmen og med henblik på at minimere udstødningsbiproduktopbygningen. En 300-400 Kornfinish efterfulgt af en let buff accepteres generelt at være repræsentativ for en næsten optimal finish til udstødningsgasporte.
årsagen til, at polerede porte ikke er fordelagtige ud fra et strømningssynspunkt, er, at lufthastigheden ved grænsefladen mellem metalvæggen og luften er nul. Dette skyldes luftens befugtning og faktisk alle væsker. Det første lag af molekyler klæber til væggen og bevæger sig ikke signifikant. Resten af strømningsfeltet skal forskydes forbi, hvilket udvikler en hastighedsprofil (eller gradient) over kanalen. For at overfladeruhed kan påvirke strømmen mærkbart, skal de høje pletter være høje nok til at stikke ud i den hurtigere bevægende luft mod midten. Kun en meget ru overflade gør dette.
Ventiljob
Ventiljob er en operation, der udføres på en hvilken som helst firetaktscyklus, forbrændingsmotor, hvis formål er at genoplive de parrende overflader på klappeventilerne og deres respektive ventilsæder, der styrer indsugningen og udstødningen af den luft / brændstofblanding, der driver stemplernes bevægelse efter startcyklussen.
i de tidligste bilmotorer skulle ventilerne fjernes, og tætningsfladerne slibes, slibes eller lappes flere gange i løbet af en typisk Motors levetid. Efterhånden som årtierne gik, kørte motorer imidlertid renere, og tilsætningen af tetraethyllead ingasolin betød, at sådan vedligeholdelse blev mindre hyppig. I dag udføres ventiljob sjældent på personbiler med henblik på vedligeholdelse, selvom de stadig er ret almindelige med højtydende biler. Nogle grunde, der kan fremkalde behovet for et ventiljob hos en moderne passager, inkluderer: overdreven omdrejningstal, høj kilometertal, overophedning, materialefejl og skader på fremmedlegemer (od)
et ventiljob udføres bedst med slibesten og enten elektrisk eller pneumatisk værktøj. Lapping forbindelse og en lapping værktøj kan anvendes, og er mere økonomisk for hjem auto reparation, men lapping vil kun give begrænsede resultater og vil ikke være effektiv på en ventil eller sæde med noget mere end meget let slid eller skader.
moderne motorer har cylinderhoveder lavet af enten jern eller aluminium. Jerncylinderhoveder har oftest integrerede jernventilsæder. Disse sæder er de blødeste og mest modtagelige for slid blandt moderne motor. Aluminium cylinderhoveder har dog hærdede stålventilsæder, da aluminium ville gøre et meget dårligt sæde. Disse hærdede stålsæder er betydeligt bedre end de integrerede sæder i et jernhoved og kan relativt let fjernes og udskiftes, hvis det er nødvendigt. Hvis et integreret jernsæde skal udskiftes, skal sædet formales for at tillade indsættelse af et nyt sæde. Det nye sæde installeres derefter med påføring af en højstyrket metallim/klæbemiddel. Når sædet er installeret, formales det til den rigtige vinkel og bredde.
ventiler og sæder vil normalt have den samme vinkel til at parre ordentligt. Denne vinkel er normalt 45 grader, men 30 grader kan findes i mange moderne applikationer. Parringsvinklen ledsages ofte af top-og bundvinkelsnit, der er 15 graders afbøjning på hver side af parringsvinklen. For et 45 graders sæde ville den øverste vinkel være 30 og bunden ville være 60). Denne metode øger luftstrømmen, hvilket giver milde hestekræfter, respons og effektivitetsforbedringer.
sædeparringsvinklen på et indsugningssæde vil typisk være halvdelen af bredden af ventilfladen (på en lagermotor). Højtydende applikationer vil ofte have en meget tynd indtag parring sæde på ca .025 ” til .030″. Udstødningssæder skal være omkring .060 ” mindre end ventilfladen, hvor sædets parringsflade er .030 ” fra både toppen og bunden af ventilfladen (sætter parringen af de to i midten af ventilfladen).
ventiler skal inspiceres for skader, der forhindrer korrekt drift og kan føre til katastrofale svigt. Krakning, pitting, kanalisering og brænding er typiske problemer, der fører til udskiftning af ventil. Selv hårlinjesprækker gør en ventil ubrugelig. Pitting er tilladt i små mængder, men bør ikke være til stede på ansigt, margen eller stamme. Kanalisering er et resultat af ujævn opvarmning af en ventil (typisk fra forkert siddepladser under drift) og er tydelig ved misfarvning af varme i en oval form i bunden af ventilen og ofte synlig ved bunden af ventilstammen. Kanalisering, der fortsætter, vil føre til en brændt ventil, hvilket fører til smeltning af en del af ventilen. Hvis en motor udsættes for overdreven omdrejningstal eller pludselig standsning, skal alle ventiler inspiceres for rethed. Hvis en ventil er bøjet, vil det føre til svigt meget hurtigt og ofte beskadige andre dele såsom stempler, cylindervægge, andre ventiler, ventilstyringer og ventil-togkomponenter.
nogle ældre biler har relativt bløde ventilsæder, der slides hurtigere, når de betjenes uden blyholdigt brændstof. Disse kan normalt opdateres med hærdede ventilsæder, der modstår slid, uanset om der anvendes bly eller blyfri brændstof.
CVO 110 opgradering til CVO 113
125 til 140 hestekræfter
CVO 110 cylinderhovedportering til maksimal hestekræfter
DC V-tvilling tilbyder det nyeste inden for CYLINDERHOVEDPORTERING til opgradering af din CVO 110. CVO ‘ erne kommer fra Harley Davidson med mindre end en hestekræfter pr. Dette fortæller dig, at der er en masse hestekræfter gevinster tilbage på bordet. Vores topstykke portering opgradering vil bringe din CVO til livet.
se billederne nedenfor. Du kan se, hvordan vores ekspert cylinderhovedporter omformer indsugnings-og udstødningsportene. Denne omformning er en kunst, der kun kan opnås med mange års erfaring. Med over 30 års hovedportdesign i forskellige former for motorsport kan vores cylinderhovedporter få hovederne på din cykel til at flyde mest luft med maksimal hastighed.
inkluderet i opgraderingen til CVO 110 er et professionelt ventiljob, der passer ind i cylinderhovedporteringstjenesten. CVO ‘ erne leveres med store ventiler foran fabrikken, så der er ingen grund til at købe større ventiler, medmindre du går efter vores ultimative hestekræftersæt. Vores CVO 110 ekstreme hestekræfter kit indeholder vores nye brugerdefinerede CVO 110 stempel. Det nye stempel vil støde 110 op til en 113 kubikcentimeter motor. Bare giv DC V-tvilling et opkald til alle dine cylinderhovedportingsbehov på 478-988-4313.


CVO 110 CUSTOM CYLINDER HEAD PORTING “INTAKE & EXHAUST PORT”

CVO 110 CUSTOM CYLINDER HEAD PORTING “CHAMBER & VALVE SPRINGS WITH TITANIUM Holdere”
CVO 110 Opgrader brugerdefinerede stempler
DC V-tvilling tilbyder nu brugerdefinerede stempler til din CVO 110, der opgraderer CVO 110 til en 113 kubikcentimeter motor. Disse brugerdefinerede CVO 110 stempler blev designet specielt til opgradering af din træg CVO 110. CVO 110 fremstiller typisk næsten 90 hestekræfter fra Harley Davidson. Når du opgraderer med DC V-Tvillings brugerdefinerede stempler, vil din cykel gøre 120 til 140 plus hestekræfter.
Match CVO 110 opgraderingsstempler med DC V-Tvillings cylinderhovedportering og en ny cam for nemt at lave 120 plus hestekræfter, eller du kan tage det til næste niveau med ventiler, cam, cylinderhovedportering, gashåndtag og selvfølgelig de brugerdefinerede CVO 110 stempler til at gøre over 140 hestekræfter. De brugerdefinerede CVO 110 stempler fås med en brugerdefineret kuppel for at maksimere den kompression, der mangler fra Harley Davidson. Stemplerne er specialfremstillede i en 4.060 boring for at få de nødvendige kubikcentimeter til at tage disse CVO 110 ‘er til 113’ er. 060 så der er ikke behov for at købe eftermarkedscylindre.
denne 140 plus hestekræfter CVO-opgradering forklares detaljeret i artikelafsnittet på hjemmesiden. Giv din cykel den kraft, den skal passere med lethed, når du kører to op. 140 plus hestekræfter CVO opgradering er eksklusiv fra DC V-tvilling og blev udviklet af DC V-tvillinger på Derek Kirkehul.